Floppy Disk
Background
A floppy disk is a portable computer storage device that permits easy handling of data. Commonly used with personal computers, notebook computers, and word processors, such disks consist of flat, circular plates made of metal or plastic and coated with iron oxide. When a disk is inserted into the disk drive of a computer, information can be magnetically imprinted on this coating, which will thereafter permit easy location and retrieval of the same data.
Magnetic storage can be traced back to the 1900 World's Fair, where a Danish engineer named Valdemar Poulsen displayed a telegraphone. This machine contained steel wire on which Poulsen magnetically recorded a speech, thereby generating much interest in the scientific community and inaugurating the use of magnetic storage media. In succeeding decades, a wide variety of magnetic recording devices were developed, including the floppy disk. Magnetic disks, first used to store data in 1962, initially provided supplemental memory in high-speed computer systems. They were considered ideal for this type of retrieval because a user could access information nonsequentially (unlike, for example, a cassette on which a listener has to play through all preceding material to reach a desired point).
Floppy disks—smaller, more flexible, portable versions of the earlier magnetic disks—were introduced during the 1970s. Although they cannot store as much data as convential disks and the data cannot be retrieved as easily, floppy disks have become extremely popular in situations where flexibility, low cost, and easy use are important. Today, the floppy disk has become an indispensable tool for people working with personal computers and word processors.
The principle of magnetic recording is fairly simple. The magnetic recording (writing) and playback (reading) are carried out by a computer's disk drive, whose function corresponds broadly to that of an audio record player. Data transferred from the computer to the floppy disk is relayed in the form of a binary code and received in the form of magnetic pulses, while the disk in turn conveys magnetic patterns that the computer receives as a binary code. This code uses only l's and 0's, which the disk represents as single magnetic pulses and the absences of pulses, respectively. Binary code is used because it most effectively utilizes the natural two-state characteristics of electricity and magnetism.
To record information on a disk, a magnetic head contacts the disk's recording surface and magnetically imprints data onto it, translating the computer's binary codes into the disk's magnetic pulses. Once a magnetic pattern consisting of many pulses and absences has been recorded, the disk retains the encoded information just like a permanent magnet. Retrieving info from the disk involves the opposite process. The magnetic head senses the magnetic pattern on the disk's recorded surface and converts it back into an electronic binary code. The computer then "reads" this information, using it to perform calculations or translating it into letters and figures for display on the monitor.
Floppy disks are currently offered in three sizes: an 8-inch (20.32 centimeters) version, a 5 1/4-inch (3.34 centimeters) version, and a 3
Each type of floppy disk is further identified according to its recording density. A single-sided disk can store data on one side only, while a double-sided disk can store data on both sides. Double density disks can store twice as much data as single density disks, and high density disks have a special coating that enables them to store even more data.
Raw Materials
All 8-inch and 5 1/4-inch disks have three major components—the jacket, the liner, and the recording media. The jacket is made of a vinyl polymer, polyvinyl chloride (PVC), to protect the media against physical damage that might be caused by handling and storage. Inside the jacket, the liner consists of a special-purpose, non-woven, anti-static fabric that is laminated to the PVC during manufacture. The liner continually cleans the disk by removing debris from the surface of the media. The recording media is a pliable layer of Mylar—a polyester film that is a trademark of the Du Pont Corporation—that is only 0.003 inches (0.007 centimeters) thick.
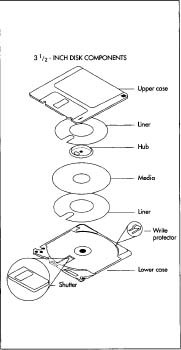
The 3 1/2-inch floppy disk has many different components. It is enclosed in a hard plastic cartridge that protects it from physical damage. The liner consists of a special-purpose fabric similar to that used for 8-inch and 5 1/4-inch disks, and the recording media is likewise a Mylar base 0.003 inches thick. The hub, which accurately centers the disk on the drive shaft, is made of stainless steel and attached to the media with an adhesive ring. The button that separates the two sides of the shell so the media can move freely inside is made of high-density plastic. The write protect tab, which prevents data from being mistakenly recorded or erased, is plastic. The wiper tab, also plastic, puts pressure on the liner to allow uniform and continuous cleaning. The spring-loaded shutter, which protects the media, is made of stainless steel.
The Manufacturing
Process
The manufacture of a floppy disk takes place in three phases. First, the disk itself is made, then the case is made, and finally the two are assembled. The procedure for 8- and 5 1/4-inch disks differs slightly from that for the 3 1/2-inch model.
Disk manufacture
- 1 First, the recording media (Mylar), in the form of stock roll, is coated with an extremely fine layer of iron oxide. The thickness of this layer depends on the size of the disk and the type of density. For instance, the layer thickness is 110 microinches for 8-inch, high-density diskettes and 35 microinches for 3 1/2-inch high density disks. The coating for standard density diskettes is thicker than that for high density diskettes and is less coercive, meaning that it has less magnetic force.
-
2 Next, the coated film is slit and appropriate size disks are punched
out with an automatic device similar to a cookie cutter.
Each disk is then burnished or polished according to the required specifications and standards. 8- and 5 1/4-inch disks are now ready for insertion into jackets. For 3 1/2-inch disks, a stainless steel hub is attached to the media with an adhesive ring. 3 1/2-inch disks are now ready for insertion into their plastic cases.
 The makeup of 8-inch and 5 1/4-inch diskettes is the some. Both contain a recording media, a protective liner made of nonwoven fabric, and a soft plastic (PVC) jacket. The recording media consists of Mylar plastic with a coating layer of iron oxide.
The makeup of 8-inch and 5 1/4-inch diskettes is the some. Both contain a recording media, a protective liner made of nonwoven fabric, and a soft plastic (PVC) jacket. The recording media consists of Mylar plastic with a coating layer of iron oxide.
Jacket and case manufacture
- 3 The jackets of the 8-inch and 5 1/4-inch disks are cut out of polyvinyl chloride (PVC) stock to appropriate size, and the fabric liners laminated to them. Each jacket is then punched to appropriate hole and notch configuration. The drive spindle hole in the middle helps to center the disk in the disk drive. The index hole, when aligned with an index hole punched in the media, permits the drive to locate the beginning of each segment of data. The long, thin, oval hole, also called the head access hole, is used by the magnetic head to come in direct contact with the media. The write protect notch prevents data from mistakenly being recorded or erased. The relief notches keep the lower end of the head access hole from bending. After the apertures have been punched, the jacket is folded three ways, with only the top flap left open. The jackets are now ready for assembly.
- 4 The case or shell of 3 1/2-inch disks is molded out of hard plastic. It has a rectangular head access slot. The lower shell of the case is assembled with the button, the wiper tab, the write protect tab and the fabric liner. The upper shell is affixed with upper fabric liner. The spring-loaded shutter assembly is now attached and the two shells are connected at the top two corners. The cases are now ready for assembly.
Disk and case assembly
-
5 For 8- and 5 1/4-inch disks, the media is inserted into the jacket
through the top. Each disk then undergoes comprehensive
electrical and mechanical testing and certification. After the top of the jacket, which had been left open, is folded, disk assembly is complete. Each disk is then given a final visual inspection before being labeled and packaged for shipment.
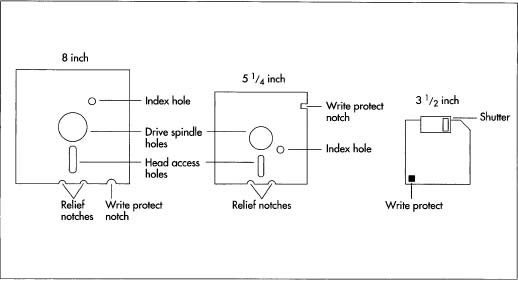 This diagram shows fully assembled Roppy disks in all 3 sizes. The relief notches on the 8-inch and 5 1/4-inch disks keep the head access hole from bending. This is important because the computer disk drive uses the head access hole to come in direct contact with the recording media. The index hole allows the disk drive to locate the beginning of each segment of data, while the drive spindle hole is used by the disk drive to center the recording media.
This diagram shows fully assembled Roppy disks in all 3 sizes. The relief notches on the 8-inch and 5 1/4-inch disks keep the head access hole from bending. This is important because the computer disk drive uses the head access hole to come in direct contact with the recording media. The index hole allows the disk drive to locate the beginning of each segment of data, while the drive spindle hole is used by the disk drive to center the recording media. - 6 Assembly of 3 1/2-inch disks is very similar. First, the prepared media is inserted into the shell, and then the disk is tested and certified. The two shells are now welded at the bottom two corners and the assembly is complete. Each disk is given a final visual inspection and then labeled and packaged for shipment.
Quality Control
A floppy disk is a delicate device that must faithfully and accurately record and play back the information stored on its recording media. Dust and scratches on the disk surface must be carefully avoided during the manufacturing process, as even the smallest imperfection can cause writing and reading errors. The manufacturing operation must be performed in a clean environment. As much of the process as possible is performed automatically, to minimize human contact with the disks.
Quality control points are built into the process flow after each major operation. First, the coating mix is checked for proper viscosity and dispersion. Once the coating is applied, it is checked for thickness, surface tension, durability and coercivity. Punched-out disks are checked for proper dimensions and hole configurations. The semi-assembled cases for 3 1/2-inch disks are checked for proper dimensions, parts placement, shutter assembly function and appearance. The semi-assembled jackets for the 8-inch and 5 1/4-inch disks are checked for proper dimensions, hole and notch configuration, lamination bonds, and appearance.
After the media has been inserted in the case, each disk is rigorously tested and goes through a certification process. Electrical testing checks the various electrical parameters such as the recorded signal variance, recorded frequency and format verification. Mechanical testing checks the various mechanical parameters such as weld strength, jacket durability, media durability, and dimensions. The certification process insures that there are no bad tracks on a disk (a track is the line the magnetic head follows in writing and reading data; collectively, the tracks form concentric circles). A disk that has been 100 percent certified has passed all tests on all tracks. Most manufacturers check every track of every disk and guarantee each disk error free.
The Future
In recent years, optoelectronic memories and storage devices have gained popularity for audio and video recordings, and the same technology is now being applied to computer memories. An optical disk is similar to a conventional disk except that the storage medium is thicker. Because of this difference, it is possible to record multiple images in one location on the disk.
Optical disks capable of storing up to 20 megabytes of data are already available, and research on higher-capacity disk technology is in progress. A recent experiment with a 2 1/2-inch (6.35 centimeters) disk showed that as many as 1000 frames could be superimposed at one location on the disk. The storage capacity of the disk thus approaches about ten pixels, which is the equivalent of about ten hours of regular video.
Such large storage density, combined with high data transfer rate and fast random access, makes optical memory a potential candidate for a wide range of applications such as image processing and database management. The future of floppy disk clearly lies in optical memories. Indications are that practical applications might be available in the next three to five years.
Where To Learn More
Books
Aronson, Susan. Diskette Reference Manual. 3M Data Storage Products Division, 1990.
Periodicals
Glass, Brett. "3 1/2-inch Floppy Drives," PC-Computing. August, 1990, p. 140.
Gralla, Preston. "Floppy Disks and Drives," PC-Computing. October, 1992, p. 324.
Nimersheim, Jack. "Disk Anatomy," Compute. January, 1990, p. 58.
Psaltis, Dmitri. "Parallel Optical Memories," BYTE. September, 1992, pp. 179-182.
— Rashid Riaz
Comment about this article, ask questions, or add new information about this topic: