Bathtub
Background
Though humans have bathed since prehistoric times, baths served a primarily religious, social, or pleasurable function far more often than a hygienic one. The Greeks had bathrooms, complete with water supply and drainage, as early as 1700 B.C. The Romans developed bathing as a central social habit in the third century B.C. , constructing elaborate public buildings of enormous size with several rooms for disrobing, exercise, and bathing.
After the fall of the Roman Empire, bathing declined in popularity in Europe, though it did survive as a part of monastic routine, and in Muslim countries. The Muslim public bathhouse included a dressing room, cold bath, and warm bath clustered around a domed, central steam chamber. Public baths regained popularity in Europe in the 11th and 12th centuries.
In private homes, bathing was done in wooden tubs set up in bedrooms, but some castles and palaces had permanent bathrooms. In fact, Henry m of England had hot and cold running water installed in the bathhouse at his Westminster palace.
In the 18th century, it became fashionable to spend a season at a watering place (such as Bath in England) but only 19th-century research into hygiene made a virtue of bathing. Bathing took place in primitive and usually portable cold baths at schools and institutions. Though permanent tubs were installed in bedrooms during the mid-19th century, plumbing was nonexistent and tubs had to be emptied by hand. Only after World War I did plumbing and bathtub production allow the bath with running water to become a permanent installation in the home.
Bathtubs are now part of the plumbing fixtures and fittings industry, which totaled around $5.7 billion in the U.S. in 1994. This market is shared about equally between fixtures and fittings. Over three million bathtubs, including whirlpool baths and hot tubs, are shipped per year. Plumbing fixtures are classified into three industries according to the materials from which they are made: vitreous, metal, and plastic. In recent years changing consumer tastes have displaced other materials in favor of plastics for bathtubs, whirlpool baths, and lavatory sinks. Sixty-two percent of bathtubs, 92% of whirlpool baths, and 28% of lavatories are made out of plastic. Besides plastic, the standard material for bathtubs is enameled cast iron or steel. Bathtubs must be manufactured according to standards established by the American National Standards Institute.
The Manufacturing
Process: Enameled
Bathtubs
Raw Materials
The metal base for bathtubs is made of gray cast iron (containing carbon, silicon, manganese, phosphorus, and sulfur), titanium steel, zero carbon steel, or partially decarburized steel. These compositions have been specially designed for enameling. The enamel is made from a frit or glass that consists of a variety of raw materials, both manufactured chemicals and natural minerals. These include clay, feldspar, barium
Preparing the metal
-
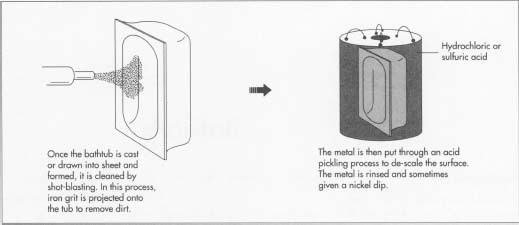
1 The metal is either cast into molds (gray cast iron) or drawn into
sheet and formed (steel). Before enameling it must then be cleaned.
Cleaning of castings is carried out by blasting the surface with chilled
iron grit, sometimes after preliminary annealing (heating at
1350-1500°F [730-820°C]). The grit, or "shot,"
is projected through nozzles using compressed air, or flung against the
surface by centrifugal force using a special machine. A combination of
both methods may be used. This blasting removes any dirt or sand
particles from the mold from the metal surface.
Sheet metal must undergo a more complex cleaning process. First the surface is cleaned by shot-blasting after annealing to release stresses and to remove any grease deposits. Degreasing is done with chemical cleaners, first with an organic solvent, followed by a hot alkaline solution. The organic solvent removes most of the grease and oil from the metal surface. The alkaline solution removes the remaining film of oil and leaves a surface ready for acid pickling.
Acid pickling uses hydrochloric or sulfuric acid or a combination of these acids. This process de-scales the surface, which helps to form a strong bond between the iron and ground-coat enamel. Pickling is followed by rinsing in running water. The next step is sometimes a nickel dip, which uses a solution of nickel sulfate and boric acid to coat the metal with a layer of nickel. This layer also helps to form a good bond with the enamel. The nickel dip is followed by a thorough rinsing of the ware and another dip in a neutralizer solution. This solution consists of soda ash and borax in water and removes any traces of acid, as well as prevents rust. After neutralizing, the metal is dried as quickly as possible to prevent rusting.
Preparing the enamel
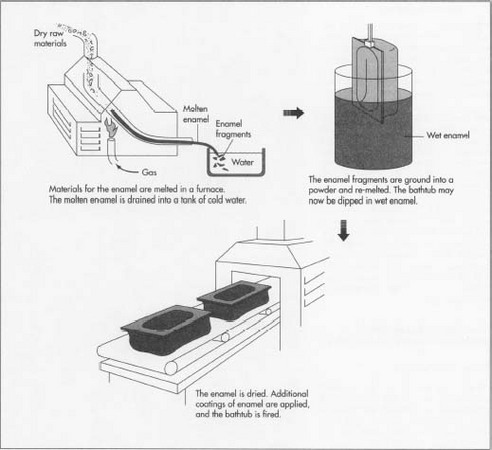
- 2 After the raw materials are carefully weighed and mixed together in precise amounts, the enamel frit is prepared by melting the batch in furnaces of rotary or continuous type, fueled by oil or gas. When melting is completed, the molten enamel is run out of the furnace in a thin stream into a tank of cold water, which produces small fragments. For continuous furnaces, the molten frit is run between water-cooled rolls, which chills the frit. The frit is then dried and stored in bags. Before the enamel is applied, it must be ground into a powder using a ball mill, with blocks of enamel as the grinding media. If applied wet, the enamel is milled with additions of clay and water to make a slip or slurry.
The enameling process
-
3 Dry enamel is dusted on the metal surface, which has been previously
heated to a temperature above the melting point of the enamel. The
powder melts on contact with the hot article, forming a continuous
coating. Firing in a furnace produces a smooth, porcelain-like surface.
Wet enamel is applied by a dipping process using a large open tank. After dipping, the coated part is allowed to drain, producing a thin uniform coating. The dipping tank uses a recalculating system to recycle the enamel. The wet enamel may also be applied using automatic spraying equipment.
After enameling, the coated parts are dried using cabinet or conveyor dryers heated by gas burners, steam or waste-heat from the enameling furnaces, or infrared lamps. Firing takes place in furnaces heated by metallic heating elements. Two coatings of enamel are normally applied, a ground coat followed by a cover coat. The cover coat takes longer to fire.
The Manufacturing
Process: Plastic Bathtubs
Raw Materials
Plastic bathtubs are made out of a number of different polymer materials, including ABS (acrylonitrile-butadiene-styrene), acrylic resins, or glass-fiber reinforced polyester. The glass-polyester type dominates the tub-shower market. Special additives may be incorporated into the polymer material to improve fire-resistance. To give a cultured-marble appearance, marble chips or dust can also be added.
The bathroom is not usually the place one thinks of to illustrate the principles of mechanization. Yet the transformation of bathing facilities aptly illustrates Western society's obsession with efficiency and mechanization. Baths in ancient Greece and especially in the Roman Empire were much more elaborate and technoiogicaily sophisticated—and iess private—than the simple "outhouses" of 20th-entury rura! America. The obvious attention given to the design, construction, and maintenance of bashing facilities indicates just how integral the activities of the bath have been to cultural identity for centuries.
In 19th-century America, bathing was not commonplace. In the 1880s, probably five out of six city dwellers had no proper bathing facilities, just the use of a pail and sponge. During the last half of the century, numerous efforts were made to encourage communal bathing facilities. Reformers also advocated the use of showers in private homes as wel! as public facilities with only modest success. Essentially, Americans did not consider bathing at! that necessary for general health nor did they associate if with the more complete mental and physical therapy sessions (hot-air or steam baths, massage, gymnastics) common in other cultures. For upper-class Americans, a trip to a spa might occur once a year, but certainly not once a weak.
The bathtub was considered a luxury well into the 20th century. The reai increase in the appearance of bathtubs did not come until the 1920s, with the extension of central water systems. Following the form of hotei buildings developed in the 1380$, houses, tenements, and apartments were increasingly built with separate rooms devoted to the bath. The production of sanitary enameled bath fixtures (toilets, sinks, and tubs) doubted between 1921 and 1923. The relatively standardized, mass-produced tub meant for privatB, familial use soon came to dominance.
William S. Pretzer
The starting materials for most plastics are petrochemicals—chemicals made from petroleum and natural gas. These chemicals are mixed with other special chemicals (stabilizers, fillers, dyes or pigments, and plasticizers) in steel tanks and then heated to cause a chemical reaction that converts the mixture into the desired polymer composition. The resulting polymer material is cooled and dried to form a powder, beads, or pellets, depending on the specific process and material.
Plastics fall into two groups: thermoplastic and thermosetting. Thermoplastics soften or melt on heating and include vinyl and styrene polymers. Thermosetting plastics, although moldable when produced as simple polymers, are converted by heat and pressure, sometimes using a hardener, to a cross-linked infusible form. Plastics that fall into this category include epoxy resins and polyesters.
Forming Processes
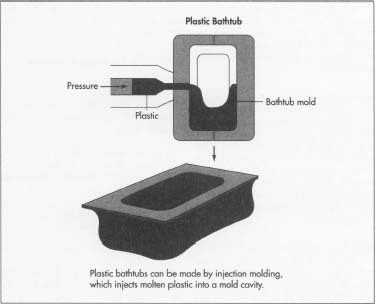
A number of processes are used to form plastics into shapes, including calendaring (squeezing between rollers to form films), casting, compression molding, and injection molding (melting and forcing into a cooled mold).
In injection molding, a reciprocating screw machine is generally used, which melts the plastic, pressurizes the melt to inject it into a closed mold, closes the mold so the plastic can solidify, and opens the mold to allow removal of the part. Injection occurs as the screw is hydraulically forced forward in the barrel. During the cooling and solidification period, the screw begins to rotate and melt new material for the next part.
Compression molding is used to make both plastic and fiber reinforced bathtubs. For reinforced bathtubs, a mixture of fibers, polyester resin, and pigments, fillers, and other additives are mixed together and formed into a sheet. In this process, a specified amount of resin filler paste is placed onto a plastic carrier film using a special machine. The carrier film is passed under a chopper, which cuts glass roving into short lengths. After the glass falls to the resin bed, another carrier film with another layer of paste is added on top, sandwiching the glass between the two layers. This sandwich structure is passed through a series of compaction rollers to thoroughly mix the fibers and resin.
After the material—called a sheet molding compound—thickens, the carrier film is removed and the sheet material is cut into charges, which are placed in matched metal die molds made of machined steel. High pressure is applied, which heats the material so that it flows to all areas of the mold. Heat from the mold activates the catalyst, which achieves curing. Once cured, the part is then removed from the mold.
Two processes called hand lay-up and spray lay-up are used to make fiberglass bathtubs. Hand lay-up is a method in which successive plies of reinforcing material or resin-impregnated reinforcement are positioned in a mold by hand. Cure occurs at room temperature with no applied pressure. Special tools are used to work out air bubbles and ensure complete wetting of the fiber, if the polymer is added separately. The spray lay-up process is faster than hand lay-up and involves feeding a stream of chopped fibers into a spray of liquid plastic in a mold cavity. The direction of the fibers is random and the process is usually automated. After lay-up is completed, the plastic must solidify or cure in a reasonable time at room temperature, which occurs via chemical reactions.
The Future
Since new housing construction is the principal source of demand for plumbing products, the timing and magnitude of the revival of construction activity and the overall economy are pivotal factors in determining the direction of bathtub shipments. Over the past decade, the proportion of new single-family houses with 2.5 or more baths has doubled to about 44%. This has obviously increased the demand for bathtubs, which should continue as long as the economy in general and construction activity improve.
Bathtub design is also undergoing an evolution. With the passage of the American Disabilities Acts, bathtubs that accommodate the handicapped are being patented, and this trend should continue. Taking advantage of the molding capabilities of plastic, manufacturers are also designing one-unit bathtub and shower. Safety is another important design factor, and prefabricated slip-resistant surface coatings have been developed.
Other design improvements will continue in the area of leak prevention. Such designs include providing a moisture barrier unit between the bathtub and the subfloor, or designing the bathtub so that the wall and base are an integral part of the bathtub. The latter approach relocates all lines of contact between the bathtub and surrounding adjacent surfaces so that they are covered and protected from water penetration.
Where To Learn More
Books
Mazzurco, Philip. Bath Design: Concepts, Ideas, and Projects. Watson-Guptill Publications, 1986.
Wright, Lawrence. Clean and Decent: The Fascinating History of the Bathroom and the W.C. Routledge & Paul, 1960, reprinted 1980.
Yegul, Fikret. Baths and Bathing in Classical Antiquity. MIT Press, 1992.
Other
Plumbing Manufacturers Institute, 800 Roosevelt Rd., Building C, Glen Ellyn, IL 60137, (708) 858-9172.
— Laurel M. Sheppard
Thanks