CNC Machine Tool
Background
CNC or "computer numerical controlled" machines are sophisticated metalworking tools that can create complicated parts required by modern technology. Growing rapidly with the advances in computers, CNCs can be found performing work as lathes, milling machines, laser cutters, abrasive jet cutters, punch presses, press brakes, and other industrial tools. The CNC term refers to a large group of these machines that utilize computer logic to control movements and perform the metalworking. This article will discuss the most common types: lathes and milling machines.
History
Although wood-working lathes have been in use since Biblical times, the first practical metalworking lathe was invented in 1800 by Henry Maudslay. It was simply a machine tool that held the piece of material being worked, or workpiece, in a clamp, or spindle, and rotated it so a cutting tool could machine the surface to the desired contour. The cutting tool was manipulated by the operator through the use of cranks and handwheels. Dimensional accuracy was controlled by the operator who observed the graduated dials on the handwheels and moved the cutting tool the appropriate amount. Each part that was produced required the operator to repeat the movements in the same sequence and to the same dimensions.
The first milling machine was operated in much the same manner, except the cutting tool was placed in the rotating spindle. The workpiece was mounted to the machine bed or worktable and was moved about under the cutting tool, again through the use of handwheels, to machine the workpiece contour. This early milling machine was invented by Eli Whitney in 1818.
The motions that are used in machine tools are called "axis," and are referred to as "X" (usually left to right), "Y" (usually front to back), and "Z" (up and down). The work-table may also be rotated in the horizontal or vertical plane, creating a fourth axis of motion. Some machines have a fifth axis, which allows the spindle to pivot at an angle.
One of the problems with these early machines was that they required the operator to manipulate the handwheels to make each part. Besides being monotonous and physically exhausting work, the ability of the operator to make identical parts was limited. Slight differences in operation resulted in variation of the axis dimensions, which, in turn, created poorly fitting or unusable parts. Scrap levels for the operations were high, wasting raw materials and labor time. As production quantities increased, the number of usable parts produced per operator per day were no longer economical. What was needed was a means to operate the motions of the machine automatically. Early attempts to "automate" these operations used a series of cams that moved the tools or worktable through linkages. As the cam rotated, a link followed the surface of the cam face, moving the cutting tool or the workpiece through a series of motions. The cam face was shaped to control the amount of linkage movement, and the rate at which the cam turned controlled the feedrate of the tool. These early machines were difficult to set correctly, but once set, they offered excellent repeatability for their day. Some have survived to this day and are called "Swiss" machines, a name synonymous with precision machining.
Early Design to Present
Day Operation
The modern CNC machine design grew out of the work of John T. Parsons during the late 1940s and early 1950s. After World War II, Parsons was involved in the manufacture of helicopter rotor blades, which required precise machining of complex shapes. Parsons soon found that by using an early IBM computer, he was able to make much more accurate contour guides than were possible using manual calculations and layouts. Based on this experience, he won an Air Force contract to develop an "automatic contour cutting machine" to produce large wing section pieces for aircraft. Utilizing a computer card reader and precise servomotor controls, the resulting machine was huge, complicated, and expensive. It worked automatically, though, and produced pieces with the high degree of accuracy required by the aircraft industry.
By the 1960s, the price and complexity of automated machines had been reduced to the point where they found applications in other industries. These machines used direct current electric drive motors to manipulate the handwheels and operate the tools. The motors took electrical instructions from a tape reader, which read a paper tape approximately 1 in (2.5 cm) in width that was punched with a select series of holes. The position and sequence of the holes allowed the reader to produce the necessary electrical impulses to turn the motors at just the precise time and rate, which in effect operated the machine just like the human operator. The impulses were managed by a simple computer that had no "memory" capability at the time. These were often called "NC," or Numerical Controlled machines. A programmer produced the tape on a typewriter-like machine, much like the old "punch cards" used in early computers, which served as the "program." The size of the program was determined by the feet of tape needed to be read to produce a specific part.
The story of how computers were first linked to production machinery is full of intrigue and controversy. It illuminates how intertwined industry, universities, and the military have been in the 20th century. The story also exemplifies how difficult it is to attribute many innovations to a single individual or institution. Sorting out who did what when and with what impact is a complex enterprise.
In 1947, John Parsons headed up an aeronautical manufacturing firm in Traverse City, Michigan. Faced with the increasing complexity of parts' shapes and the mathematical and engineering problems they entailed, Parsons searched for ways to reduce his firm's engineering costs. He asked the International Business Machine Corp. to allow him to use one of their main frame office computers to make a series of calculations for a new helicopter blade. Eventually, Parsons made an arrangement with Thomas J. Watson, the legendary president of IBM, whereby IBM would work with the Parsons Corporation to create a machine controlled by punched cards. Soon Parsons also had a contract with the Air Force to produce a machine controlled by cards or tape (like a player piano) that would cut contour shapes like those in propellers and wings. Parsons then went to engineers at the Massachusetts Institute of Technology Servomechanism Laboratory for help with the project. MIT researchers had been experimenting with various types of control processes and had experience with Air Force projects dating back to World War II. In turn, the MIT laboratory saw this as an opportunity to expand their own research into control and feedback mechanisms. The successful development of computer-numerical-control machine tools was then undertaken by university researchers seeking to meet the demands of military sponsors.
William S. Pretzer
With advances in integrated electronics, the tape was eliminated, or used only to load the program into magnetic memory. In fact, the capacity of the memory of modern CNC machines is still sometimes referred to as "feet of memory."
The modern CNC machine works by reading the thousands of bits of information stored in the program computer memory. To place this information in the memory, the programmer creates a series of instructions that the machine can understand. The program may consist of "code" commands, such as "M03" which instructs the controller to move the spindle to a new position, or "G99," which instructs the controller to read an auxiliary input from some process inside the machine. Code commands are the most common way to program a CNC machine tool. However, the advancement in computers has allowed the machine tool manufacturer to offer "conversational programming," where the instructions are more like plain words. In conversational programming, the "M03" command is entered simply as "MOVE," and the "G99" command is simply "READ." This type of programming allows faster training and less memorizing of the code meanings by the programmers. It is important to note, however, that most conversational machines still read code programs, since the industry relies on that form of programming quite heavily.
The controller also offers help to the programmer to speed up the machine use. In some machines, for example, the programmer can simply type in the location, diameter, and depth of a feature and the computer will select the best machining method for producing the feature in the workpiece. The latest equipment can take a computer-generated engineering model; calculate the correct tool speeds, feeds, and paths; and produce the part without a drawing or program ever being created.
Modern Design and Raw
Materials
The mechanical components of the machine must be rigid and strong to support the quickly moving parts. The spindle is usually the strongest part and is supported by large bearings. Whether the spindle holds the work or the tool, an automatic clamping feature allows the spindle to rapidly clamp and unclamp during the program run.
Attached to the side of the machine is a magazine of different tools. A transfer arm, sometimes called the tool bar, removes a tool from the machine, places it into the magazine, selects a different tool from the magazine, and returns it to the machine through instructions in the program. Typical cycle time required for this procedure is two to eight seconds. Some machines may contain up to 400 tools in large "hives," each automatically loaded in sequence as the program runs.
The bed or worktable of the machine is supported on hardened steel "ways" which are usually protected by flexible guards.
Cast iron or Meehanite used to be the material of choice for metal working machines. Today, most machines make liberal use of weldments of hot-rolled steel and wrought

Some machines are designed as cells, which means they have a specific group of parts they are designed to manufacture. Cell machines have large tool magazines to carry enough tools to do all of the various operations on each of the different parts, large worktables or the ability to change worktables, and special provisions in the controller for data inputs from other CNC machines. This allows the CNC machine to be assembled with other similarly equipped machines into a Flexible Machining Cell, which can produce more than one part simultaneously. A group of cells, some containing 20 or 30 machines, is called a Flexible Machining System. These systems can produce literally hundreds of different parts at the same time with little human intervention. Some are designed to run day and night without supervision in what is referred to as "lights out" manufacturing.
The Manufacturing
Process
Until recently, most machining centers were built to customer specifications by the machine tool builder. Now, standardized tooling design has allowed machines to be built for stock or later sale, since the new designs can perform all the needed operations of most users. The cost of a new CNC machine runs from about $50,000 for a vertical center to $5 million for a Flexible Machining System for engine blocks. The actual manufacturing process proceeds as follows.
Welding the base
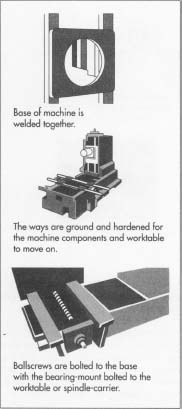
- 1 The base of the machine is either cast or welded together. It is then heat treated to remove casting or welding stresses and to "normalize" the metal for machining. The base is fixtured into a large machining center, and the mounting areas for the ways are machined to specification.
- 2 The ways are ground flat, bolted, and pinned to the base.
Bolting the bollscrews
- 3 The mechanisms that move the bed or spindle are called ballscrews. These change rotary motion of the drive motors into linear motion and consist of a screw shaft and support bearings. As the shaft turns, a bearing mount follows the spiral grooves in the shaft and produces a very accurate linear movement that moves either the worktable under the spindle, or the spindle carrier itself. These ballscrews are bolted to the base with the bearing mount bolted to the worktable or spindle carrier.
Mounting the spindle
- 4 The spindle is machined and ground, mounted to its drive motor, and then bolted to the movable spindle carrier. Each axis of motion has a separate ballscrew and set of ways in most machining centers.
The controller
-
5 The computer, or controller, is an electronic assembly separate from
the rest of the machine. It has a climate-controlled enclosure mounted
on the side of the frame or in an operator's console. It contains
all of the operating memory, computer boards, power supplies, and other
electronic circuitry to operate the machine. Assorted wiring connects
the controller to the machine motors and positional slides. The
slides continuously send the axis location information to the controller, so the exact position of the worktable in relationship to the spindle is always known. The front of the controller has a video screen that displays the program information, position, speeds and feeds, and other data required for the operator to monitor the machine's performance. Also on the front panel are the data entry keys, data connection ports, and start-stop switches.
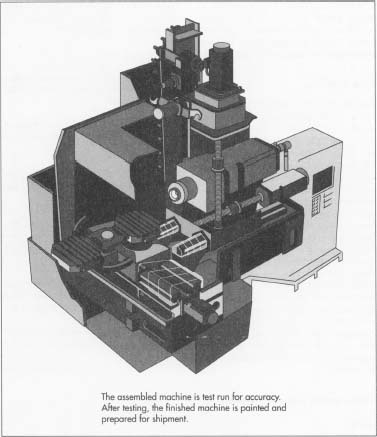
- 6 The assembled machine is test run for accuracy. Each machine has slight physical differences that are mathematically corrected in the computer operating system. These correction values are stored in a separate memory, and the machine checks these continuously. As the machining center wears from use, these parameters can be recalibrated to assure accuracy. After testing, the finished machine is painted and prepared for shipment.
Quality Control
Quality in a machining center must be built in from the design through delivery and set-up. Careful instruction to the operators is also important to prevent a crash, the unintentional collision of the work with the tool. Crashes can result in tool damage or machine failure. Many controllers have subprograms to sense an impending crash and place the machine into emergency stop. All CNCs are shipped with special handling to avoid shocks, and are set up carefully by factory-trained technicians. The original correction factors are recorded for later reference. Complete programming, operation, and maintenance manuals are provided.
The Future
The future of CNC machines is exploding. One idea under development is a spider-like machine whose spindle is suspended by six telescoping ballscrew struts. The struts are like the ways in a conventional machine, but they are round with the ballscrew assembly in the center. The motions of the spindle are controlled by a sophisticated computer performing millions of calculations to assure proper part contour. Costing several million dollars to develop and using high level, proprietary mathematics, this machine promises to perform previously unheard of operations in metal machining. Advancement in computers and artificial intelligence will make CNC machines of the future faster and easier to operate. This will not come cheaply, and the price of sophisticated CNC machines will be beyond the reach of many companies. It will, how-ever, reduce the prices of the basic CNC machines performing the original three-axis movements.
Where To Learn More
Books
Noble, David F. Forces of Production. Alfred A. Knopf, 1984.
Olivo, C. Thomas. Machine Tool Technology and Manufacturing Processes. C. Thomas Olivo Associates, 1987.
Periodicals
Adams, Larry. "CNC Machining Centers: Do It All." Wood & Wood Products, June 1994, pp. 101-102.
Herrin, Golden E. "The Next 40 Years of NC." Modern Machine Shop, April 1994, p. 154.
Koelsch, James R. "Milling, Drilling, and Boring." Manufacturing Engineering, August 1994, pp. 65-81.
Momingstar, D. "Anatomy of a Machine Tool: Controls, Servos and Electromechanical Mysteries." Tooling and Production, June 1993, pp. 68-70.
Proctor, P. "New Flexible Bed Replaces Fixed Tools." Aviation Week and Space Technology, November 14, 1994, p. 52.
Pye, Andy. "Turning Towards CNC." Engineering, January 1994, pp. 26-27.
— Douglas E. Betts
The future of CNC machines is exploding. One idea under development is a spider-like machine whose spindle is suspended by six telescoping ballscrew struts. The struts are like the ways in a conventional machine, but they are round with the ballscrew assembly in the center. The motions of the spindle are controlled by a sophisticated computer performing millions of calculations to assure proper part contour. Costing several million dollars to develop and using high level, proprietary mathematics, this machine promises to perform previously unheard of operations in metal machining. Advancement in computers and artificial intelligence will make CNC machines of the future faster and easier to operate. This will not come cheaply, and the price of sophisticated CNC machines will be beyond the reach of many companies. It will, how-ever, reduce the prices of the basic CNC machines performing the original three-axis movements.