Road Sign
Background
Road signs use shapes, colors, words, and symbols to communicate a message to drivers. Without such signs, the movement of traffic would be disorderly and unpredictable. Virtually all traffic signs use retroreflective sheeting, which is designed to reflect some of the light from vehicle headlights back to the driver so that the sign will be visible at night. Color and shape can also provide cues to motorists even when the words or symbols on the sign are unintelligible. Regulatory signs, such as speed limit signs, are usually rectangular and use a white background. Stop signs, on the other hand, have a distinct octagonal shape and a red background in order to catch the driver's eye.
Designers must utilize elements like shape and consider material properties in creating signs that drivers can see and understand in time to react appropriately. Contrast, which is a measure of the brightness of the message in relation to its background, is an important property of any sign. The environmental backdrop—usually green vegetation and blue sky—must also be considered in the design process. A border is placed around all signs to distinguish them as geometric shapes in contrast to nature.
In order to maintain similar appearances among traffic signs, the federally approved Manual on Uniform Traffic Control Devices (MUTCD) provides specifications for sign dimensions and the use of symbols. In addition, the MUTCD prescribes that all signs be either reflectorized or illuminated.
History
Citizens in America began forming automobile clubs in the early 1900s. These groups took it upon themselves to mark their local sections of highway with signs to warn and direct drivers. This scattered effort resulted in a wide variety of sign designs and messages in different sections of highway, which caused confusion among motorists. In 1924, the first steps toward national uniformity in road signs were taken by the Bureau of Public Roads. Designers were faced with developing signs to guide a largely illiterate population of motorists. As a result, color and shape were especially important components of signs from the beginning.
Early signs lacked the reflectorized technology prevalent in signs today. In 1924 bright yellow was chosen as the background color for all warning signs, and white was the background color for all remaining signs. These lighter colors provided the greatest contrast with black lettering, especially when the signs were seen with the aid of headlights at night. Later signs used glass beads to produce a reflectorized effect at night. Beads—approximately 0.75 inch (20 mm) in diameter—were glued on the signs in the shape of numbers (such as the speed limit) or symbols to inform and warn nighttime drivers.
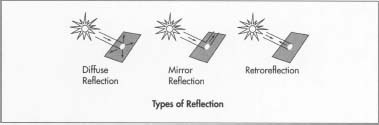
The development of retroreflective sheeting by the 3M company in the 1940s changed the face of traffic signs forever. This material, with reflective elements like glass beads on or under a transparent plastic film, enabled better visibility of signs at night. Unlike diffuse reflection and mirror, or specular, reflection, retroreflection allows a surface to return a portion of light to the original source. In diffuse reflection, the reflected light is scattered in all directions, as when sunlight bounces off a car. In mirror
The first traffic sign using reflective sheeting was installed on the outskirts of Minneapolis in 1939. The surface of the sheeting was covered with tiny glass beads that produced the desired retroreflectivity. However, dirt tended to accumulate on the grainy surface and during wet weather, the water would coat the surface and diminish the reflective effects of the beads.
These problems were solved within a couple of years. An enclosed lens system was developed, essentially by covering the beaded sheeting with a transparent film that maintained the surface's retroreflective qualities. This type of sheeting, referred to at the time as "flat-top sheeting," is now known as engineering grade sheeting. It is the most economical grade and can be used on signs in areas with light traffic and slow speeds.
The next major development came in the late 1960s when encapsulated lens sheeting was invented, basically by adding a resin base and an additional reflector coat behind the glass beads. This high intensity material is three to four times as bright as engineering grade, and it retains its reflectivity longer; it is now the most commonly used type of reflective sheeting.
Another significant innovation came in 1989 with the substitution of microscopic prismatic reflectors for the traditional glass beads. There are about 7,000 microprisms per square inch (about 10 per sq mm) of this type of sheeting, producing about three times the brightness of the encapsulated lens variety. This is the most durable and most costly type of high performance sheeting currently available.
Raw Materials
Traffic signs consist of three basic components: a blank, background sheeting, and sign copy. Blanks, usually constructed of plywood, aluminum, or steel, serve as the framework of the sign. Plywood is the least expensive blank material. It is fairly strong but is susceptible to weather damage since it is porous; plywood blanks must be overlaid with a thin layer of plastic. Aluminum will not rust, but it is very lightweight and must be reinforced with metal braces along the back. It is the most expensive blank option. Steel is a more economical alternative to aluminum; it is also more sturdy and does not need reinforcement. Rusting can be prevented by applying a coat of zinc to the steel blank.
Background sheeting and the letter and symbols for the sign copy are cut from retroreflective sheeting. This sheeting consists of tiny glass beads or microprisms embedded in a flexible plastic surface; this construction allows light from car headlights to be reflected off the sign and back to the driver. Colored light is reflected from the sign if the sheeting is dyed with a pigment. For instance, to make "STOP" signs, red dye can be added to the sheeting mixture when it is in a liquid form.
The Manufacturing
Process
The production of signs can involve many different processes, depending on whether the
Cutting the blank
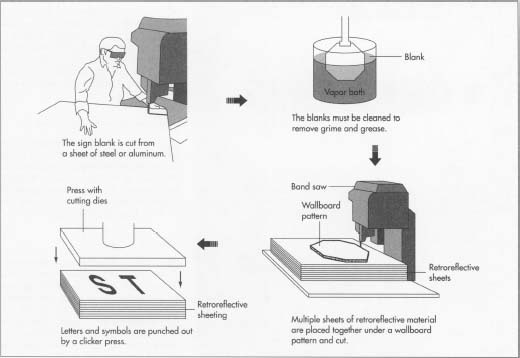
- 1 The sign blank is cut, usually from a sheet of steel or aluminum, by a metal shear machine or a band saw. Corners are rounded using the rounding-selection mode on a punch machine. Holes for mounting the sign are punched or drilled.
Checking the blanks
- 2 The blanks are checked for any defects or contamination. Blanks must be free of grime in order for background sheeting to adhere properly. The "Tape Snap" test checks for the presence of dirt. A piece of transparent cellophane tape is applied to the dry blank surface and "snapped" up at a right angle. The presence of color or particles on the tape indicates contamination. Any trace of oil or wax is tested by the "Water Break" exercise. Water poured over the blank surface should flow evenly and completely; beading action denotes contamination.
Degreasing the blanks
- 3 The blank surface is wiped with mineral spirits or naphtha to remove greasy fingerprints. The surface is dried with a clean, lint-free cloth before the solution evaporates. The blank is then degreased by immersion in a bath of trichloroethylene or percholorethylene vapor. Certain alkaline solutions can be used instead of the vapors in the bath. A water rinse afterward is not necessary.
Cutting the retroreflective sheets
- 4 Using scissors, razor blades, a knife, or a paper cutter, individual background retroreflective sheets are cut by hand. Multiple sheets, on the other hand, are cut using a band saw. In this process, the shape of the sign is traced on to a 0.125-inch (3.2 mm) wallboard. This wallboard is laid on top of about 50 sheets, secured and nailed to a hardboard cutting base. The band saw follows the pattern and cuts the sheets.
- 5 Letters and symbols are punched out from white or black retroreflective sheeting either by hand or by using a "clicker" press. Up to 29 sheets can be placed in the press at once; cutting dies, which function much like cookie-dough cutters, are placed in the machine to produce the desired characters.
Applying sheet to sign blank
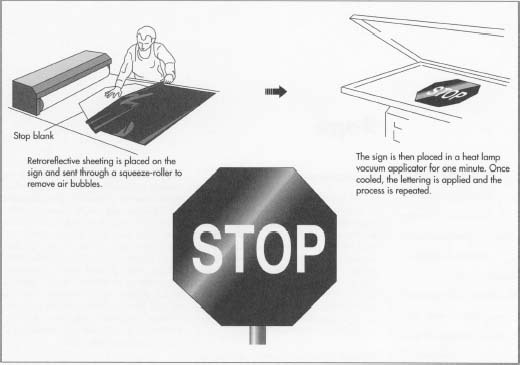
- 6 The adhesive liner on the back of the background sheeting is removed in one motion, and the sheeting is applied to the dry blank surface. The sign is cranked through a large squeeze-roller applicator to remove air bubbles trapped between the sheeting and the blank. Edges are then trimmed.
Heating the sign
- 7 The sign is placed in a heat lamp vacuum applicator for one minute, removed, and allowed to cool before the sign copy and border are placed on the sign. The squeezeroller applicator or a hand roller is used over the copy to eliminate air bubbles. The sign is then covered with a plastic slipsheet and placed in the heat lamp vacuum applicator for another minute.
The Future
Although exotic possibilities like projecting holographic traffic signs above the roadway have been suggested for the future, it is more likely that drivers will see conventional refinements of signs to make them more visible, particularly at night. Internally illuminated street signs are already in use in parts of Nevada and California. Because urban areas—the Las Vegas casino "Strip" being an extreme case—are often brightly lit throughout the night, retroreflective signs are harder for drivers to read. Electrically powered signs in which internal light bulbs illuminate translucent copy make the signs significantly more visible.

Beginning in the 1880s, well before the automobile age, the League of LJAmerican Wheelmen, a national bicycle club, lobbied for better roads and signs. Their pioneering efforts were only later expanded by automobile clubs and enthusiasts. Road signs had to fill some very demanding functions. They had to be comprehensible from a distance on the darkest night and the brightest afternoon against diverse backgrounds. They had to provide succinct information at a sufficient distance so that drivers had time to make decisions and safely maneuver their vehicles in the appropriate direction. As travel far from home became more common, standardization became more desirable.
Interestingly, as more and more Americans took to the road for longer distances, companies responded by displaying distinctive signs on the road. In the 1930s, specifically, companies looked for design features that would allow motorists to make timely decisions even when travelling at the breakneck speed of 35 mphl Texaco took the lead among big oil companies, replacing its regionally styled gasoline stations with a standardized design in 1936. Designed by Walter Dorwin Teague, the new ice-box shaped building was white with three horizontal green stripes and the red Texaco star. A distinctive banjo-shaped sign carrying the Texaco emblem stood in front. From a quarter mile away, drivers knew they were approaching a Texaco station even without reading a word.
William S. Pretzer
Interplex Solar has developed self-illuminated traffic signs that use light-emitting diodes (LEDs) powered by solar-charged batteries. The LEDs, similar to those used in some calculator readout displays, outline the sign's letters, symbols, and border. A light-sensitive photocell turns the sign on and off
Where To Learn More
Books
Outdoor Testing of Reflective Sign Materials. U.S. Department of Agriculture. Forest Service. Government Printing Office (GPO), 1985.
Standard Highway Signs. U.S. Department of Transportation. Federal Highway Administration. GPO, 1979.
Manual on Uniform Traffic Control Devices. U.S. Department of Transportation. Federal Highway Administration. GPO, 1983.
Traffic Control Devices Handbook. U.S. Department of Transportation. Federal Highway Administration. GPO, 1983.
Other
Sign Shop Practices Manual. 3M Corporation, 1978. 1-800-553-1380.
— Bridget K. Hall