Rope
Background
A rope is a bundle of flexible fibers twisted or braided together to increase its overall length and tensile strength. The use of ropes for hunting, carrying, lifting, and climbing dates back to prehistoric times. Ropes were originally made by hand using natural fibers. Modern ropes are made by machines and utilize many newer synthetic materials to give them improved strength, lighter weight, and better resistance to rotting. More than half of the rope manufactured today is used in the fishing and maritime industries.
Although the origin of rope is unknown, the Egyptians were the first people to develop special tools to make rope. Egyptian rope dates back to 4000 to 3500 B.C. and was generally made of water reed fibers. Other Egyptian rope was made from the fibers of date palms, flax, grass, papyrus, leather, or camel hair. The use of such ropes pulled by thousands of slaves allowed the Egyptians to move the heavy stones required to build the pyramids. By about 2800 B.C. , rope made of hemp fibers was in use in China. Rope and the craft of rope making spread throughout Asia, India, and Europe over the next several thousand years. By the fourth century, rope making in India had become so specialized that some makers produced rope intended only for use with elephants. Leonardo da Vinci (1452-1519) drew sketches of a concept for a ropemaking machine, and by the late 1700s several working machines had been built and patented. Rope continued to be made from natural fibers until the 1950s when synthetic materials such as nylon became popular. Despite the changes in materials and technology, rope making today remains little changed since the time of the ancient Egyptians.
Rope is sometimes generally referred to as cordage and can be divided into four categories based on its diameter. Cordage under 0.1875 inches (0.5 cm) in diameter includes twine, clothesline, sash cord, and a tar-covered hemp line called marline. These are not considered to be true rope. Cordage with a diameter of 0.1875 to 0.5 inches (0.5-1.3 cm) is a light-duty rope and is some-times referred to as "small stuff." Cordage with a diameter of 0.5 to about 1.5 inches (1.3-3.8 cm) is considered to be true rope. Cordage over about 1.5 inches (3.8 cm) in diameter is generally called a hawser and is used for mooring large ships.
Rope construction involves twisting fibers together to form yarn. For twisted rope, the yarn is then twisted into strands, and the strands twisted into rope. Three-strand twisted rope is the most common construction. For braided rope, the yarn is braided rather than being twisted into strands. Double-braided rope has a braided core with a braided cover. Plaited rope is made by braiding twisted strands. Other rope construction includes combinations of these three techniques such as a three-strand twisted core with a braided cover. The concept of forming fibers or filaments into yarn and yarn into strands or braids is fundamental to the rope-making process.
Raw Materials
Rope may be made either from natural fibers, which have been processed to allow them to be easily formed into yarn, or from synthetic materials, which have been spun into fibers or extruded into long filaments.
Natural fibers include hemp, sisal, cotton, flax, and jute. Another natural material is called manila hemp, but it is actually the fibers from a banana plant. Sisal was used extensively to make twine, but synthetic materials are replacing it. Manila rope is still used by traditionalists, but it can rot from the inside, thus losing its strength without giving any outward indication.
Synthetic fibers include nylon, polyester, polypropylene and aramid. Polypropylene costs the least, floats on water, and does not stretch appreciably. For these reasons it makes a good water ski tow rope. Nylon is moderately expensive, fairly strong, and has quite a bit of stretch. It makes a good mooring and docking line for boats because of its ability to give slightly, yet hold. Aramid is the strongest, but is also very expensive. Nylon and polyester may be spun into fibers about 4-10 inches (10-25 cm) long. Ropes made from spun synthetic fibers feel fuzzy and are not as strong as ropes made from long, continuous filaments. Some ropes use two different synthetic materials to achieve a combination of high strength and low cost or high strength and smooth surface finish.
Wire rope may be made from iron or steel wires. This is commonly referred to as cable and is used in bridges, elevators, and cranes. It is made by a different process than fiber or filament ropes.
The Manufacturing
Process
Fibers and filaments are first formed into yarn. The yarn is then twisted, braided, or plaited according to the type of rope being made. The diameter of the rope is determined by the diameter of the yarn, the number
Processing the fibers and filaments
-
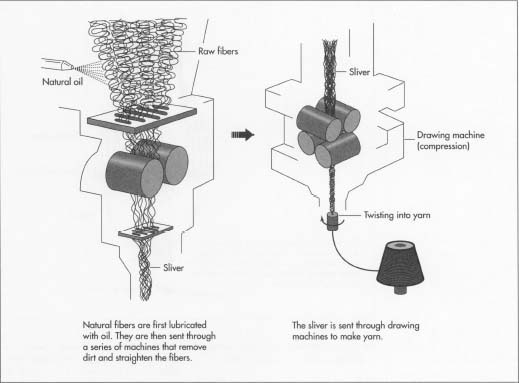
1 If the rope is to be made from raw natural fibers, the fibers are
first lubricated with a natural oil. They are then fed into a series of
machines that remove any dirt, straighten the fibers, spread them apart,
and comb them with several sets of steel-toothed combs. Each set of
combs has the teeth set closer together as the fibers proceed through
the process. This produces a loose, continuous ribbon of fibers called a
sliver. The fibers in the sliver have been aligned along the long axis
of the ribbon. Synthetic fibers follow a similar process, but tend to
align more easily.
If the rope is to be made from long filaments of synthetic material, several filaments are grouped together in a process called doubling or throwing. This produces a sliver of multiple plies of filaments.
- 2 The sliver is run through the rollers of a drawing machine to compress it before it is twisted into yarn. Yarn that has a right-hand twist (to the right and up) when viewed from the end is said to have a "Z" twist, and yarn that has a left-handed twist (to the left and up) is said to have an "S" twist. Sometimes this is referred to as right-hand laid yarn and left-hand laid yarn. The finished yarn is wound on spools called bobbins. At this point, the yarn may be dyed various colors to produce a strand, or an entire rope, of a particular color. This is especially helpful in finding a specific line in a maze of rigging on a sailboat.
Forming twisted rope
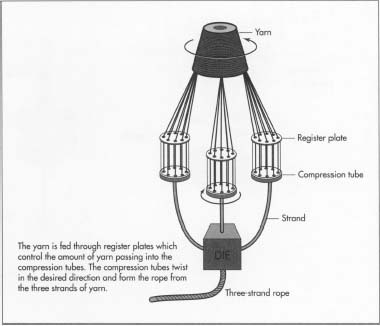
- 3 The bobbins of yarn are set on a frame known as a creel. For three-strand, right-hand twist rope, Z-twist yarns would be used to make each strand. The ends of the yarns are fed through a hole in a register plate which keeps the yarns in the proper relation to each other. The ends of the yarns are then fed into a compression tube. As the yarn is pulled through the compression tube, the tube twists it in the S-twist direction, opposite of the yarn twist, to produce a tight strand.
- 4 The strands are either transferred to strand bobbins or fed directly into the closing machine. For common three-strand rope, three S-twist strands would be used. The closing machine holds the strands firmly with a tube-like clamp called a laying top. The end of each strand is then passed through a rotating die which twists the strands in the Z-twist direction, locking them together. This process is called closing the rope.
- 5 The finished rope is wound onto a reel. When the end of the strands has been reached, the finished coil of rope is removed from the reel and tied together with bands of smaller rope. The ends are either taped or, if the rope is a synthetic material, melted with heat to prevent them from unraveling.
Forming braided rope
- 6 Braided ropes are commonly made from synthetic materials. The bobbins of yarn are set up on several moving pendants on a braiding machine. Each pendant travels in an oscillating pattern, weaving the yarn into a tight braid. A set of rollers pulls the braid through a guide to lock, or set, the braid and keep tension on the rope. In some machines the braiding process is accomplished by feeding the yarns through separate counter-rotating register plates. One yarn is woven in one direction followed by another in the opposite direction, and so on, to form an interlocked braid.
- 7 If a double-braided rope is being formed, the first braid becomes the core, and the second braid is immediately woven on top of it to form the outer covering, called the coat.
- 8 As the rope emerges from the rollers, it is taken up on a reel. The finished coil is then removed and banded, and the ends are taped or melted.
Forming plated rope
- 9 Eight-plaited rope consists of four S-twist strands and four Z-twist strands. The strands are paired together with one S-twist and one Z-twist in each pair. These pairs are then held together and braided with the other pairs. The manufacturing process first follows the twisted rope process to make the strands, then the braided rope process to form the final rope.
Quality Control
The level of quality control depends on the intended use of the rope. Ropes intended for general purpose use are sold by diameter and tensile strength. Tensile strength is determined by breaking a sample piece under load. Basic raw material specification and a visual inspection are the only quality control measures used for these ropes. Ropes intended for high-risk applications—such as rappelling, rescue work, and lifting objects over people—are more closely inspected and tested. These ropes have a finite service life and may also have a color code or other coding to indicate the date of manufacture. Some ropes incorporate some type of wear tracer formed into the rope. These tracers are usually a single yarn of contrasting color placed just under the outer wrap of yarn. Should any abrasion or overextension of the rope occur, this filament would be exposed, indicating an unsafe condition and requiring that the rope be replaced.
The Future
The future of rope making is directly linked to improvements in materials. Over the years, almost every conceivable type of rope configuration has been attempted. In the past, new materials have allowed rope makers to reduce the diameter of the rope while maintaining the tensile strength and improving the resistance to weathering and abrasion. It is expected that a new generation of very strong, very light fibers and forming techniques will produce even further improvements in ropes.
Where To Learn More
Book
Merry, Barbara. The Splicing Handbook. International Marine, 1987.
Periodical
Foster, G.P. "New Fiber Rope Technologies Drive Increased Applications." Sea Technology, July 1989, pp. 15-16.
— Douglas E. Betts
Chris Cavette