Violin
Background
The violin is the most modern embodiment of stringed musical instruments played with a bow. Like the guitar and other plucked string instruments, bowed instruments date from antiquity. Although its precise origins are not completely understood, it is probable that the violin (and its larger siblings the viola and violoncello) evolved during the mid-16th century in Northern Italy. In addition to perhaps being the maker of the first true violins, Andrea Amati (ca. 1500-1577) was the patriarch of the Cremona school of violin making. During the next 150 years, other members of the Amati family and their followers, who included Antonio Stradivari (1644-1737) and Bartolomeo Giuseppe Guarneri (1698-1744), brought the violin to its highest level of perfection both as a musical instrument and as a work of art. During the 17th century, violin making spread to all of the other countries of Europe and, in the 18th and 19th centuries, to the rest of the world. Although violins have been and are being turned out in large numbers by factories in Europe and Asia, most fine violins are handmade by individual craftsmen using essentially the same methods employed by classical Italian makers several hundred years ago.
Tools
Most of the tools required for violin making are the same as those used for most types of hand woodworking and carving: planes, chisels, gouges, knives, saws, and scrapers. In addition, a few specialized tools are needed. These include a thickness caliper, small curved bottom "thumb" planes, purfling groove cutter, peg hole reamer and matching peg shaver, bending iron, clamps of various types, and patterns. Many violin makers take pride in making some of their own tools. Indeed, one of the keys to success as a violin maker is developing the skills associated with making, using, and maintaining sharp edged tools.
Raw Materials
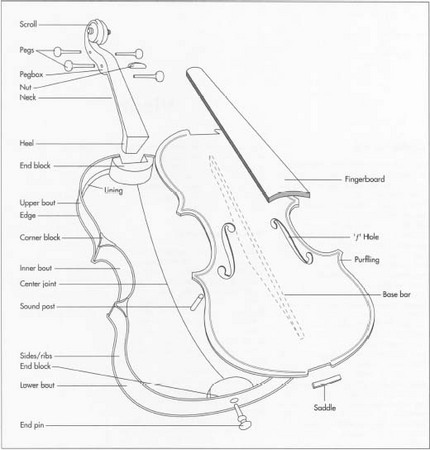
The back, sides (ribs), and neck of the violin are most often made of matching quarter-sawn (cut along the radius of the log) maple. There are many species of maple, growing in different parts of the world, which are suitable. The criteria for selection include the straightness of the grain, the density and the figure of the wood, all of which contribute to the tonal characteristics and visual beauty of the finished instrument. The top of the violin is made of quarter-sawn spruce. The internal parts of the violin—the corner and end blocks and the linings—are usually made of spruce or willow, while purfling can be made of many different woods and/or "fiber" (thick paper or cardboard). The fingerboard is made of ebony, the bridge is maple, and the other fittings (pegs, tailpiece, chin rest) are ebony, rosewood, or boxwood. Rather than making these items from scratch, they are usually purchased in a finished or semi-finished form and customized or installed by the maker.
The Manufacturing
Process
The ribs
-
1 The first step in making a violin is to make the sides (ribs) from
which the outline
of the top and back will be taken. The ribs are constructed on an "inside" mold, which is a wooden form about 15 to 18 mm thick cut to the exact outline of the inside of the violin. Pieces of wood for the corner and end blocks are cut to approximate size and temporarily glued to cutouts on the mold at the proper locations. With the aid of a pattern and using gouges and files, the blocks are trimmed to the final shape of the inside contour of the violin. Slices of maple slightly wider than the height of the ribs, which are about 30 to 32 mm for a violin, are cut and planed to a thickness of 1 mm. Pieces are bent to the shape of the mold and blocks using a heated metal form. After trimming to slightly longer than the final length, the ribs are glued. To hold the ribs in place until the glue dries, countermolds shaped to match the outside contours of the ribs at the corners and ends are used. Pressure is applied by clamps or wrapping with string. Care must be taken to avoid gluing the ribs to the mold, which must be removed in a subsequent step. The ribs are glued in sequence starting with the middle bouts, which must be trimmed to final length at the corners before the upper and lower ribs can be added. The linings, strips of willow or spruce about 2 by 8 mm, are bent to shape using the bending iron, cut to length, and glued to the inside of the ribs. The corners are trimmed to their final shape, and the top and bottom surfaces of the ribs, linings, and blocks are planed and filed to be level at the final height.
Top and back
-
2 The tops of violins are almost always made from a wedge of wood which
is cut or split, with the edges of resulting pieces glued together. This
joint, for which the pieces must fit with absolute perfection, then
becomes the centerline of the top. Maple for the backs of violins is
treated the same way to make a two-piece back, however, it is possible
to find a piece wide enough to make a one-piece back. Planing the wood
to create a perfect center joint is an exacting task. After the pieces
have been planed to fit well—as seen by holding the pieces
together in front of a light—the edge of one piece is coated with
chalk and rubbed against the mating edge. The areas in which chalk is
transferred from one piece to the other identify places which must be
shaved slightly with the plane to perfect the fit. This chalk fitting
procedure is repeated until the fit between the two pieces is perfect,
after which they are glued together and clamped. After gluing the center
joint, the flat side of the back and top are planed flat. The ribs are
placed on this flat side; a tracing around the ribs enlarged by 3 mm
establishes the outline of the top or back (a 20 mm square is added at
the top of the back for the button). These outlines are cut out using a
bow or coping saw; many modern violin makers use a power band or scroll
saw.
The outside arching of the top and back are next carved using gouges, thumb planes, and scrapers for the final smoothing. Five transverse and one longitudinal arching guides are consulted frequently as the plates take shape. The arching guides, which are different for the top and back, plus the out-line embodied in the mold, determine the design or model of the instrument. Most modern makers follow or copy the designs of great makers such as Stradivari or Guameri, while some have evolved their own. Next the interior sides of the top and back are carved out. The final thicknesses of the wood has a major influence on the acoustic performance of the finished instrument, and there are many systems in use for arriving at the optimum distribution of thicknesses. In general, most methods involve testing the resonance frequencies of the plates by tapping, flexing, or exciting them with sound, coupled with measurements of the thickness of the plate at many locations using a graduation caliper. Then, depending on the results and on the desired outcome, wood is gradually removed from various locations. Usually, makers seek to establish certain relationships, e.g. octaves, between the various resonances of each plate and between the two plates. Typical thicknesses of a finished back are 4.5 mm at the center decreasing to 2.4 to 2.5 mm in the upper and lower bouts. The thicknesses of the top are more uniform: about 3 mm over-all, and perhaps slightly thicker between the soundholes in the area of the soundpost.
Completing the top
- 3 The outline of the sound holes is transferred to the top, and these are cut out using a sharp knife; some makers use a punch or drill to cut the round holes. The bassbar is made of very straight grained, quarter-cut spruce (much like the top). The area where it fits is outlined on the side of the top, and the rough blank is trimmed to precisely fit the arching. The chalk-fitting method is employed again in this step. The bar is then glued in place and trimmed to its final contour. This again involves testing the resonance of the top, which was altered by the cutting of the sound holes as well as the addition of the bassbar.
Completing the body
- 4 The mold is now removed from the rib assembly by loosening the temporary glue bonds of the blocks to the mold. The top and back are then glued to the ribs. The glue holding the back should be full-strength. Thinner, weaker glue is used for the top; this provides for easy removal if service or adjustment is necessary, and will allow the seams to open in extremes of humidity and temperature rather than produce cracks in the wood itself. The groove for the purfling is marked a precise distance from the edges using a purfling cutter. The groove is deepened with a sharp knife and the wood in the groove removed with a purfling pick. The purfling strips, which can be bought ready or made by the violin maker, are bent to fit the groove using the bending iron. The pieces are then cut to the exact length, mitered to fit the corners, and glued in place. The channels which run over the purfling just inside the edges are cut with a gouge and blended into the arching with gouge, planes, and scrapers. Finally, the edge is rounded using knife, file, and perhaps sandpaper. (This is one of the only places in which sandpaper is used in the construction of a violin. All of the other surfaces should be finished with scrapers, which provides a crisp appearance to the workmanship and best reveals the beauty of the wood.)
The neck
- 5 A block of maple matching the back is squared on the sides and top with a plane. Next, the outline of the side view of the neck and scroll is traced on the quarter-cut side of the block. The wood outside the outline is sawed away. Patterns and outlines for the peg box, top surface of the neck, and the scroll are traced. A razor saw is then used to cut away wood around the scroll and neck outlines. Gouges and scrapers are used to finish the carving of the scroll, the details of which are one of the ways in which the violin maker expresses his individuality. The pegbox is excavated using chisels and gouges. The neck is cut to final dimensions using planes, knives, and scrapers. A mortise (cavity) to receive the neck is cut into the upper ribs, block, and top of the violin's body. The cut of the mortise and the root of the neck must be very precise, since the correct height and angle of the neck are critical to achieving a good tonal result. Chalk fitting is again employed. The neck is then glued into the mortise, and the final shaping of the heel of the neck and the button on the back is done.
Varnishing
-
6 There is a great deal of lore associated with the varnishing of
violins. It has even been asserted that secret recipes are responsible
for the extraordinary tonal characteristics of the old Italian violins.
Regard-less of its possible effects on tone, it is certainly true that
the varnish does serve other important purposes of beautifying the
appearance and protecting the wood from wear, damage, moisture, and
dirt. Thus the selection and application of varnish is vitally
important. Because there are many types of varnish and working methods,
the following rather general outline of finishing is provided:
- The finished violin is hung up to age for a time (in some cases several months or more), and may be exposed to sunlight. This will cause the wood to darken and bring out its figure. Many makers use less time-consuming alternatives.
- A sealer or pore filler is then applied.
- The vamish is applied in several coats. This may include coats of clear vamish followed by additional coats of colored varnish. Vamish is essentially a coating consisting of resins, which may be natural substances (e.g. copal or seedlac) or man-made. Color is imparted to vamishes by adding pigments or dyes. The color of the individual coats may be varied to produce the desired appearance. Following the colored vamish, an additional coat or two of clear vamish may be applied to protect the layers underneath.
- Since old-looking violins are more appealing to many players, some makers "antique" their instruments. The various methods of antiquing are usually trade secrets, and makers pride themselves on their individual results.
- The surface of the fully dried vamish may be rubbed out using some combination of abrasives (pumice, rottenstone, fine emery paper, etc.) and polishes.
- The part of the neck between the heel and the peg box is not varnished. Rather it is stained, sanded very smooth with fine emery paper and "french polished" (an application of shellac, and/or alcohol, and oil).
Fitting up
-
7 The top of the neck is planed flat, and the underside of the ebony
fmgerboard is planed to fit and glued in place. The sides and top are
finished with planes, scrapers and emery paper to be smooth and to have
exactly the correct curvature. Gauges and straightedge are consulted
frequently during this process. The ebony nut is cut to size, lightly
glued at the top of the fingerboard, dressed to final shape, and grooves
filed for the strings. A mortise is cut at the bottom of the violin into
which is glued the ebony saddle. The pegs are shaved to the proper taper
and diameter. Peg holes are drilled and reamed to match the pegs.
Likewise, a hole at the bottom of the ribs is drilled, reamed, and
fitted with the end pin.
The bridge and soundpost are the last parts to be fashioned; their fit and position greatly affect the sound and playing qualities of the violin. Starting with a precut blank, the feet of the bridge are cut to fit the arching of the top at the proper position—between the nicks of the soundholes. The top of the bridge is cut to an arch which matches the curvature of the fmgerboard and provides the proper height of the strings. The front side (facing the neck) is planed down to a thickness of about 4.5 mm at the bottom and tapering from the middle to 1.5 mm at the top. Grooves for the strings are cut and filed using a gauge to establish their proper position and spacing. The soundpost transmits the vibrations of the strings to the back of the violin. It is cut from a round piece of straight-grained spruce about 6 mm in diameter. Its length and ends must be cut so that it fits precisely in the proper location inside the violin, about 3 mm behind the treble foot of the bridge. A gauge may be used to measure the approximate length of the sound-post, but the final fit is a trial and error process. The soundpost is inserted and its position adjusted through the soundholes using a special tool. The strings are now fitted into the tailpiece, extended over the bridge and wound on the pegs. Once all four strings are installed, they may be tuned up to pitch and the violin played for the first time. What follows will be a period of adjustment as the violin becomes accustomed to the tension of the strings and their vibration. Numerous adjustments to the position of the soundpost, the bridge, types of strings, and perhaps other factors are usually necessary to optimize the tonal characteristics and playability.
The Future
It is likely that fine violins will continue to be handmade in the manner described above. However, there is a long history of experiments with new designs and materials of construction. Recent products of this are violins made of synthetic materials such as plastic. Some of these have solid bodies, while others are of a traditional design using synthetic materials for some parts. There are also electric violins, in which the vibrations of the strings are converted to an electrical signal by a pick-up or microphone, which is then amplified and output to a speaker or computer interface. There are a number of such "high tech" instruments on the market today; they are mainly used to play jazz and popular music. In the realm of classical music, the traditional violin is by far the dominant choice.
Where To Learn More
Books
Hill, William Henry, et al. Antonio Stradivari: His Life and Work 1644-1737. Dover Publications, 1963.
Hill, William Henry, et. al. The Violin-Makers of the Guarneri Family (1626-1762). Holland Press, 1965.
Sacconi, Simone F. The Secrets of Stradivari. Cremona, 1979.
Buchanan, George. Making Stringed Instruments-A Workshop Guide. N. Y. 1990.
— Andrew M. Sherman
Comment about this article, ask questions, or add new information about this topic: