Bisque Porcelain Figurine
Background
Bisque porcelain is unglazed, white ceramic ware that is hard-fired, non-poreous, and translucent. Today's bisque porcelain industry has arisen out of hundreds of years of experimentation with clay products and untold sources of artistic inspiration. Manufacturers of bisque porcelain collectibles are unanimous in their approach to each product as a work of art. Quality begins with the design and is controlled throughout the process, which can take several months from the time a collectible is first sketched by an artist until it reaches a collector's hands. In the factory alone, a single figurine may be more than a week in production, with its manufacture scrutinized intensely every step of the way.
History
The Chinese were the creators and first masters of the art of producing porcelain. Chinese mastery of the art form made them virtually the only porcelain producers for hundreds of years. Bisque porcelain was called fan ts'u or turned porcelain by the Chinese, but elsewhere, it is also called biscuit ware, parian ware, or unglazed ware. All porcelain is fired at least once. Originally, the biscuit stage referred to porcelain after its initial firing when it was so brittle it could be broken by finger pressure and it remained porous. Dipping it in glaze that was absorbed by the porous material preserved the porcelain. The second firing caused the glaze to melt or fuse with the clay and become vitrified or glass-like. This differs from modern production of bisque porcelain, which is hard and durable without the addition of glaze.
In Europe, the production of bisque porcelain wares rose to prominence in the mid-1700s. The French made busts and medal-lion-like portraits at the factories of Sévres, Mennency-Villeroy, and Vincennes. The Frenchman Desoches and the German artist Rombrich modeled portrait plaques from life in bisque and represented Greek subjects in frames of laurel leaves in the style of the Englishman, Josiah Wedgwood, who succeeded in adding colors to clay that were retained through firing in his unglazed Jasperware. By the end of the century, a number of sculptors were modeling figurines (usually of classical figures or ordinary characters including idealized children, street sweepers, and peasant girls) in biscuit ware. The popularity of bisque seems to have been due to the vulgarity of glazed porcelain. The colors made at this time were raucous and garish, and the bisque effect was softer and warmer. By Victorian times, bisque porcelain was used to make the heads and arms of dolls, and these dolls (both antiques and modern forms) form another branch of the bisque collectibles industry. Figurines made from both glazed and unglazed porcelain have remained highly collectible since the eighteenth century throughout changes in fashion and style and with improvements in processing.
Raw Materials
The raw materials required for making figurines include plaster for molds, porcelain clay, pumice and water for polishing the fired pieces, paints or pigments specially created to suit the designer's intent, and packaging materials. Porcelain clay is a mixture of kaolin, feldspar, and ground flint. Kaolin is a naturally-occurring, fine clay that primarily consists of aluminum silicate. Feldspar is a crystalline mineral that also contains aluminum silicate as well as potassium, sodium, calcium, or barium. Flint is hard quartz.
Design
The creation of a porcelain figurine begins with an artist's conception. Perhaps the best-known examples are the doe-eyed children (each with a teardrop near one eye) drawn by artist Sam Butcher and featured in the Precious Moments figurines.
After the artist has sketched or painted a design, master sculptors use moist clay to make models from the artwork. A rough model is made first, then the sculptor works it by adding and subtracting subtle pieces of clay until the model is complete. Ideally, the sculpture has not only the correct shape but matches the original intent or feeling expressed in the artwork. The completed sculpture is then reviewed and approved for mass production.
The Manufacturing
Process
Making molds
Casts of the original sculpture are used to make plaster molds for production of the figurines. The details transferred from the artist's original conception to the original sculpture are sometimes tiny and complex, so the original sculpture is subdivided into multiple parts to make a set of molds for reproduction. Sometimes a dozen sets of molds are required to produce a single figurine. The process of making the molds is very carefully done so the original sculpture is duplicated in the molded porcelain figurines. The mold-making process may go through several steps, including the making of sample molds and case molds, before a production mold is finally produced. The plaster production molds can be reused as many as 50 times, but each use robs the mold of a tiny bit of detail. Porcelain factories limit use of the molds to preserve the quality from figurine to figurine, so they are often destroyed after 30 or so castings.
- 1 The plaster used to make the molds is highly refined to produce extremely fine powder that will capture the most detail and make finished surfaces smooth. Water and plaster powder is mixed. To eliminate bubbles from the soup, a vacuum blender is used to draw off the entrained air.
- 2 The liquefied plaster is poured into a case mold to create the production mold. The plaster solidifies in about 20 minutes, but its solid appearance is deceptive because it still contains a lot of moisture.
- 3 The production molds are fire-dried for about 48 hours at a temperature of about 90° F (32.2° C). The dried plaster molds are fastened tightly together with rubber straps and are ready for production.
- 4 The porcelain clay is prepared while the molds are dried. The clay is also mixed with water until a slurry called slip is formed. The slip resembles thick cream, and its color is usually very different from the finished color of the figurine because the processes of firing the clay alter its color.
- 5 The mold filled with slip is allowed to rest while the plaster mold absorbs liquid from the clay. After about 30 minutes, the surfaces of the mold bear deposits of clay that are thick enough to form the parts of the figurines. The slip that remains in the middle of this part of the figurine is poured off.
- 6 The mold rests again until the figurine cast can be safely removed from the mold by gentle tapping. At this stage, the figurine is a collection of pieces of green-ware that have not yet been assembled or fired.
- 7 The components of the figurine are still somewhat pliable. They are assembled by using more of the liquid slip like glue that is applied by brush. The object now resembles the finished product.
Finishing the greenware
-
8 In the next process called finishing, all seams are gently removed,
any traces of the mold are smoothed away, and artistic detail is added
to the greenware. Artisans complete the finishing work quickly because
the greenware begins to dry as soon as it is exposed to air.
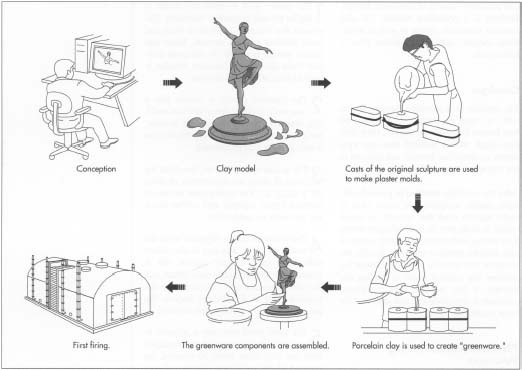 The manufacture of bisque figurines begins as an artist's conception that is modeled in clay. Once the model is perfected, casts are used to make plaster molds. Greenware is molded and then fired.
The manufacture of bisque figurines begins as an artist's conception that is modeled in clay. Once the model is perfected, casts are used to make plaster molds. Greenware is molded and then fired. - 9 The figurines are then air-dried thoroughly to allow moisture to evaporate before the pieces are fired. Any moisture remaining in the porcelain will cause it to shatter in the kiln.
Firing
- 10 The bisque kiln is used to fire molded wares. The collectibles are subjected to a first firing in a gas-fired kiln in which they are baked at a temperature or about 2,300° F (1,260° C) for 14 hours. Other types of bisque pottery may be fired for as much as 70 hours to produce a hardened piece with an unglazed finish. Finished porcelain is non-absorbent, translucent, vitreous, and can be as hard as steel. During the first firing, the color of the greenware also transforms to the finished color of the porcelain. Any impurities present in the clay will appear during firing and cause discoloration, requiring that the pieces be destroyed. During firing, vitrification occurs, changing the color and consistency of the clay. Physically, the figurine may have shrunk in size by as much as 15%.
Polishing and painting
- 11 If the particular collectible is to have a satiny smooth finish, the next step in its production is polishing. The figurines are placed in a tumbler much like the device used to polish precious stones. In this case, the tumbling action is very gentle as water and fine pumice polish the surfaces of the figurines.
-
12 The polishing process has an added advantage in that the painters who
will work on the figurines next have beautiful, primed surfaces for
their artistry. The painters are highly skilled, not only in technique
but also in capturing the spirit of the figurine. They hold as many as
six brushes at a time and apply specially formulated pigments
to the figurines. Painting is a multi-step process in which various artists use different skills from fine line work to painting using airbrushes. The painted characters are inspected before decoration firing.
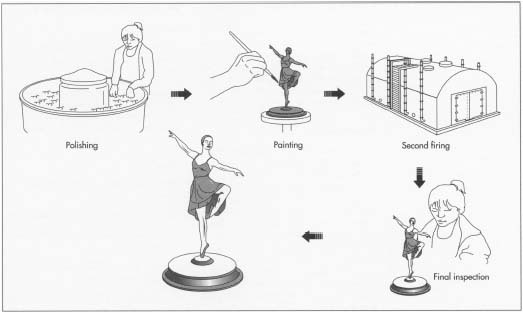 The unglazed pottery is polished, painted, and fired for a second time.
The unglazed pottery is polished, painted, and fired for a second time.
Second firing
- 13 The second, or decoration, firing uses an electrically-heated tunnel kiln to affix the pigments permanently to the porcelain. Although it does not apply for most collectibles that are left unglazed, some porcelain products are fired in third or even fourth firings to harden glaze (in a gloss kiln) or harden added relief-type decorations. During decoration firing, the figurines are fired for four hours at a temperature of about 1,300° F (704.4° C).
Quality Control
Attentive quality control is essential to the production of detailed collectibles. Materials, particularly the plaster and clay, are selected, processed, mixed, and used with great care. A porcelain clay containing impurities may color a fired ornament bright pink instead of pure white, wasting the entire batch of slip and fired figurines. Figurines themselves typically pass six or more inspections before they are shipped. Air-dried greenware is inspected to verify detailing, assembly, and smoothness of seams and mold imprints. After firing, the pieces are again inspected for flaws. Polishing can be a damaging process especially when tiny birds or butterflies are part of the figurine. Another detailed inspection occurs following polishing. Pigments are then applied, and the figures are scrutinized immediately after painting and again after decoration firing to ensure that color quality is true. If painted details are omitted, the figurine can be repainted and refired, but any detailing errors result in destruction of the piece.
Byproducts/Waste
Byproducts do not result from manufacture of bisque porcelain figurines, but a single manufacturer may produce any number of product lines using the same basic processes. Figurines are far from the only products. Bells, ornaments, photo frames, music boxes, plates, and accent pieces for decorating are often made in the same style as a leading line of figurines and in the same materials. Some waste is the result of stringent quality control because figurines that are even slightly flawed are destroyed. Inevitably, there is also some breakage. As new collectibles are added to a product line, old products are suspended or retired. Molds for retired collectibles are destroyed, and the item is never produced again.
The Future
Bisque porcelain collectibles are highly prized as gifts, collectibles, and decor for the home. Many lines of figurines inspire extraordinary loyalty among their fans. For example, the Precious Moments Collectors' Club was established in 1981 and has become the largest such organization in the world with over 400,000 members. The gift and collectibles industry, which grossed $9.1billion in 1997, prides itself on adding individual and artistic touches of warmth to a busy world. Ever-changing fashion and taste, combined with the loyalty of confirmed collectors, guarantee the future of bisque porcelain figurines, among many other types of collectibles.
Where to Learn More
Books
Cox, Warren E. The Book of Pottery and Porcelain. New York: Crown Publishers Inc., 1970.
Ketchum, William C. The Pottery & Porcelain Collector's Handbook: A Guide To Early American Ceramics From Maine To California. New York: Funk & Wagnalls, 1971.
Other
Ceramitech, Inc. http://www.ceramitech.com/ .
Enesco Corporation. http://www.enesco.com .
International House. http://user.mc.net/~intlhse/ .
Lucy & Me Collecting Network. http://www.lucyandme.com/ .
"The Making of A Precious Moments Figurine." Itasca, IL: Enesco Corp., 1989.
— Gillian S. Holmes