Duct Tape
Background
Duct tape is a cloth tape coated with a poly-ethylene resin on one side and very sticky rubber-based adhesive on the other. Unlike other tapes, the fabric backing gives duct tape strength yet allows it to be easily torn. Duct tape is also very malleable and can adhere to a wide variety of surfaces. While it was primarily designed for use in air ducts and similar applications, consumers have found a broad range of uses for this popular product. It can be used for a number of household repair jobs, as a fastener instead of screws or nails, and in car maintenance. Snowmobilers have even been known to apply duct tape to their noses to thwart frost-bite and sunburn. The product has generated so much interest, that there are books and web sites dedicated to its unconventional, and often comical, uses. For example, The Duct Tape Book describes how to use duct tape to make aprons and trampoline covers.
History
There are conflicting accounts concerning the history of duct tape. According to Manco, Inc. (maker of DuckTm Brand tape), it was created by Permacell—a division of Johnson and Johnson—during World War II in the 1940s. Other experts claim that the tape product was invented in the 1920s by researchers for the 3M Company, led by Richard Drew. Most accounts agree, however, that Permacell perfected duct tape during the war. Using state of the art technology, their research team developed a process to combine multiple layers of adhesive onto a polyethylene coated cloth backing. Some say this early product was nicknamed "duck tape" because it repelled water like the bird's feathers or because the fabric mesh was made from duck cloth.
Regardless of its origin, the military found many uses for duct tape. One of its earliest applications was to hold ammunition boxes together. For this reason, soldiers referred to it as "gun tape." The Air Force found other uses for the product and duct tape was used to cover gun ports on planes to cut down the air friction during take off. Like many other military products, duct tape was originally colored olive green, but after the war it was changed to the more familiar silver color. Manufacturers began marketing it to household consumers who found a variety of new uses. The tape is easier to use and just as effective as screws and bolts when it comes to holding together the kind of ductwork that is found in new homes with forced-air heating.
As the consumer demand grew, marketers began packaging their tapes in a more consumer-friendly fashion. According to Manco, they were the first company to shrink-wrap and label the duct tape so that it could be easily stacked on display shelves. This packaging improvement made it easier for shoppers to distinguish between the different grades. By 1999, Manco was selling approximately 5,900 short tons (5,352 metric tons), or 246,217 mi (396,240 km), of tape each year.
Design
Duct tape is designed for different application based on its grade. The grade is determined by the combination of adhesive type and the strength of the backing material. The strength of the cloth fabric depends on the number of threads it contains; this number determines the rip strength of the cloth. For example, military grade tape has a 40-lb (18-kg) rip strength while the strength of less expensive tapes is in the 20-lb (9-kg) range. Tape designed for use by the federal government must comply with a lengthy 12-page specification guide that dictates the strength and other factors. Commercial grades are less demanding and are typically classified as either utility, general purpose, or premium grade. Other speciality grades include "nuclear tape," which is used in reactors and a "200-mi (322-km) an hour" tape specifically designed for race cars.
Raw Materials
Cotton mesh
Cotton mesh forms the backbone of duct tape. It provides tensile strength and allows the tape to be tom in both directions. Cloth that has a tighter weave and higher thread count is of a higher quality, provides greater strength, and gives a cleaner tear. A premium quality tape can have a thread count of 44 x 28 threads per square inch. Accordingly, tape made with this fabric is more expensive. The cotton fabric is called a "web" when it is spread across the coating machinery.
Polyethylene coating
The cotton fabric is coated with polyethylene, a plastic material that protects it from moisture and abrasion. This plastic coating is flexible and allows the tape to adhere better to irregular surfaces. The polyethylene is melted and applied to the fabric in a preliminary coating operation. The coated fabric is then stored on rolls until the manufacturer is ready to apply the adhesive.
Adhesive compound
The adhesive used in duct tape is unique for two reasons. First, the adhesive itself is formulated with rubber compounds that ensure long-term bonding. Other tapes typically use adhesive polymers that are not as binding. Second, the adhesive is applied to the substrate in a much thicker coating than those used on cellophane or masking tapes. This too serves to increase the adhesive properties of the tape.
The Manufacturing Process
Adhesive compounding
- 1 The rubber-based adhesive used in duct tape is prepared in a multi-step process. In the first step the adhesive is compounded in a mixer known as a Branbury-type mixer consisting of a stainless steel tank equipped with a steam jacket to heat the compound and a high torque mixer. The rubber compounds are introduced in pellet form, then heated and mixed until they are melted and homogenous. Other ingredients are added to the blend tank as specified in the formulation. These include tackifying agents, viscosity modifiers, antioxidants, and other adjuncts. The final mixture is thick but smooth enough to be pumped to a holding tank connected to the coating equipment.
Adhesive application
- 2 The adhesive and the fabric are combined using sophisticated coating equipment. First, the adhesive is further softened by heat on a roller mill. A roller mill consists of closely spaced hollow rollers which are made of heavy gauge stainless steel. The rollers are attached to high torque gears and a motor that rotates the them at a set speed. The temperature of the rollers is controlled by continuously pumping water through them. The top roller is held at a temperature of 260°F (127°C) and the center roller is kept at 100°F (38°C). The cylinders are fixed in place so that only a small gap exists between them. As the rollers tum, the rubber compound is fed into this space. The friction generated heats and softens the rubber. This arrangement allows the molten adhesive to form a thin sheet across the surface of the rollers.
-
3 The cloth is then fed into the coating machine through another set of
rollers. It runs against the third roller (held at 199°F
[93°C]) that is in contact with the adhesive. During this process,
known as coating, the adhesive is transferred to the cloth. By
controlling the gaps between the rollers, the machine operator can
determine how much adhesive is applied to the cloth. When the adhesive
is ready, the cloth backing material—which has been pre-treated
with polyethylene—is fed off its storage roll and onto the
coating rollers. As the backing material comes in contact with the third
roller, it
picks some adhesive up off the transfer roller. This process used to apply such heavy adhesives is known as calendaring. Coatings as thin as 0.002 in (0.05 mm) can be used but they become less uniform below 0.004 in (0.Imm). These fluctuations occur because the rollers experience a small degree of bending as they rotate. This creates uneven gaps between the rollers which cause variations in coating weight across the web.
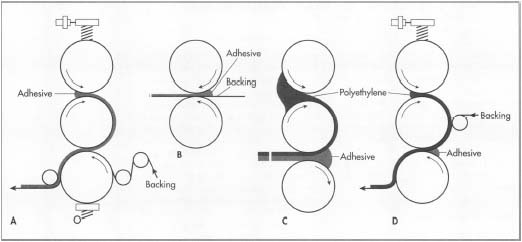 A. Three-roll pressure sensitive tape calender. B. Two-roll adhesive calender. C. Polyethylene and adhesive calender. D. Calender for fabric tape coated with polyethylene.
A. Three-roll pressure sensitive tape calender. B. Two-roll adhesive calender. C. Polyethylene and adhesive calender. D. Calender for fabric tape coated with polyethylene. - 4 After coating, the tape fabric is wound onto large cardboard cores. When enough tape has been coated and the roll is full, it is removed from its spindle and moved to another area where it can be cut to the proper size. These storage rolls are approximately 5 ft wide and 3 ft in diameter (152 cm x 91 cm).
Respooling and slitting
- 5 After the coating process is complete, the roles can be cut to their final size. This is done by "unspooling," or unwinding, the large rolls onto a machine equipped with a series of knives. The knives cut the web into more narrow segments which are then rewound on smaller cardboard cores. This process is known as "slitting."
Packaging operations
-
6 In this final stage the rolls of duct tape are packaged for sale. They are typically shrink wrapped, either singularly or in packages of two or three. These packages are then boxed and marketed for shipping.
Depending on the manufacturer, the steps described above can be combined through automation into fewer steps. For example, Permacell uses a self-contained apparatus which mixes, heats, and fastens the adhesive onto the backing. This method allows the glue to be prepared without pollution-causing solvents.
Quality Control
Duct tape must meet a series of standard tests described by the American Society for Testing and Materials. These methods measure two key properties of the adhesive: its adhesive strength (which determines how well the tape will adhere to another surface) and cohesive strength (which shows how well the adhesive will stick to the cloth backing). One common method of evaluating these properties involves applying the tape to a standardized stainless steel plate, and then measuring the force required to rip it off. The plate is then examined to determine how much, if any, of the adhesive residue is left behind. The adhesive coating itself is monitored to evaluate how well it sticks to its backing. Conditions where the adhesive leaves a residue is known as creeping, crazing, oozing and bleeding. Quality control technicians also watch for fisheyes, the term used to describe an uneven application of adhesive.
In addition to the standard tests, each manufacturer has their own proprietary methods for evaluating their products. For example, companies may measure the duct tape's breaking point. Others evaluate the "scrunch" sound of the tape as it unwinds because consumers believe a noisy rip off the roll is a sign of strength. Other tests are designed to measure quick stick. One way this is done is by shooting ping-pong balls at tape strips with the sticky side up to measure how far they roll before they are stopped by the tape.
Despite duct tape's reputation for superior adhesion, testing done by independent researchers has found that the tape does not work as well as it is intended to. In 1998, researchers Max Sherman and lain Walker of the Department of Energy's Lawrence Berkeley National Laboratory evaluated 12 different kinds of duct tape. They designed an accelerated aging test that mimicked the temperature conditions of a home or office building from night to day and winter to summer. They used a series of standard finger joints which connected a smaller duct to a larger one. Wrapping each test connection with a different brand of duct tape, they evaluated the seal under temperature and humidity conditions designed to be similar to those found in home heating and air conditioning systems. The researchers also performed a bake test in which the sample joints were baked at higher temperatures. Most of the joints tested were found to be leaking by 50% or more, according to the researchers. Their test results also showed that a large proportion of the tapes failed to function when temperatures dropped below freezing (32°F [0°C]) or rose over 200°F (93°C). However, the tape industry disputed these findings, claiming that for optimal efficiency their tape products should be assisted by collars or clamps.
The Future
Environmental and price considerations drive researches to identify new adhesive formulations at a lower cost—general price for one 2 in (5 cm) wide, 50 yd (46 m) roll of all-purpose duct tape is about three dollars—that maintain high functionality with-out being damaging to the environment. In addition, marketing considerations drive product improvements. In response to criticism that duct tape does not function well at extreme temperatures, manufacturers are creating more advanced formulations specially designed to withstand severe heat and cold fluctuations. For the first time, formal standards are being created specifically for duct tape to be used on flexible duct work. Tape manufacturers support this plan because they believe that certification by Underwriters Laboratories (a product safety testing organization) will boost their sales.
Where to Learn More
Books
Berg, Jim, and Tim Nyberg. The Duct Tape Book. Duluth, MN: Pfeifer-Hamilton Publishers, 1995.
Satas, Dontas. Handbook of Pressure Sensitive Adhesives. Second edition. Van Nostrand Reinhold, 1989.
Periodicals
Baird, Christine V. "U.S. Duct Tape Sales at $75 Million a Year and Growing." Knight-RidderlTribune Business News (October 21, 1996): 1021B0195.
"Duct Tapes Flunk Berkeley Lab Tests." Air Conditioning, Heating & Refrigeration News 204, no.18 (August 31, 1998): 1.
Harder, Nick. "Bring On the Duct Tape to Show Creativity." Knight-RidderlTribune News Service (April 15, 1999): K0467.
Turpin, Joanna R. "Duct Tape: The Ultimate Tool." Air Conditioning, Heating & Refrigeration News 201, no. 16 (August 18, 1997): 9.
Other
Underwriters Laboratories Inc. http://www.ul.com (January 2001).
— Randy Schueller