Wood Stain
Background
Wood pieces are often decorated to add color and appeal. Wood products are often imparted with a wood-tone stain to enhance the natural grain or add depth or tone to the wood. Stain may alter the color and appearance of the wood or hide unattractive grain. Stains are available in a variety of wood tones, including very light, semi-transparent stains to dark, nearly opaque stains.
Stain is a combination of dyes and pigments suspended in a solvent. Soluble dyes dissolve in compatible solvents and provide greater grain clarity, meaning the grain shows through the stain. Insoluble pigments are finely ground coloring materials that disperse but do not dissolve in the solvent. These insoluble pigments tend to cloud the grain. Stains need to be mixed frequently so that the pigments remain evenly dispersed and neither completely reveal or obscure the grain. Stains are generally characterized by the type of solvent that is used in their production. Thus, the most frequently used stains include alcohol (sometimes called non-grain raising stain), water, and oil stains. Each solvent affects the way the stain looks and handles. Today, oil stain is manufactured in the greatest quantity and the most familiar to the amateur woodworker. There are two types of oil stains. These include penetrating oil stain, which sometimes bleeds and fades, and wiping oil stain (sometimes called pigmented stain), which is more consistent and does not streak.
Regardless of solvent, stains generally penetrate only the top layers of the wood. Thus, the stain can be stripped and sanded away, revealing the original color of the wood. Stain must be topcoated or finished, meaning that once it is dry some kind of surface finish is applied to protect the wood surface and stain from moisture, scratches, unwanted stains, dirt, and chemicals. Wood stains are compatible with natural finishes such as varnish or shellac, and synthetic finishes such as polyurethane or acrylic.
History
Woodworkers have stained wood for centuries using natural pigments and dyes from plants and minerals. Iron nails soaked in vinegar render a dark gray or ebony stain, brown stain may be devised by soaking tobacco in ammonia and water, and so forth. Many of the earliest stains were essentially thinned paints that rendered opaque color and tone. It is estimated that over 100 years ago stains were first mass-produced, and around 1920 American companies such as Pratt & Lambert not only made a wide variety of oil stains, but were actively advertising and marketing their products.
More recent developments in stains include a wider variety of those with solvent-bases. Water and alcohol stains are considered less environmentally unfriendly. (Mineral spirits essential to oil stains have restricted disposal policies as it may contaminate water supplies.) An interesting array of semi-transparent colors has recently been developed by stain manufacturers to render colorful, non-natural colors sought by some woodworkers. Synthetic pigments have been developed as well, resulting in more consistent coloration than some of the pigments found in the natural world. Gel stains are pigmented stains in a thickened form resembling jelly. Pigments stay mixed evenly and the stain does not drip or splatter as much as a liquid stain.
Raw Materials
The raw materials essential to the production of wood stain vary by type. Water stains use water as the solvent and include water-soluble aniline (chemically derived) dyes to impart color. Non-grain-raising stains, sometimes referred to as alcohol stains, are manufactured using alcohol or glycol as the solvent with alcohol-soluble aniline dyes used in their production. Because alcohol dries almost instantly, this dye is not able to be manipulated much and essentially the stain is set as it is applied.
Oil stains utilize mineral spirits for the solvent. Mineral spirits help the product's viscosity and ease of application and are the volatile ingredient in stains (rags soaked with stains have been known to instantaneously combust and must be carefully disposed). Oil stains also generally use linseed oil as the resin or binder that has been treated with special acids so that it will not penetrate too deeply into the surface of the wood. Pigments come in 50-lb (23-kg) bags and are generally iron oxide pigments (although this may vary). Metallic salts are important ingredients as they help the product oxidize and permit the oil stain to dry. Finally, a thickening agent that also helps control penetration into the wood is needed. These thickeners are often proprietary and may not be discussed by the manufacturer.
The Manufacturing Process
There are many different solvent-based stains. Oil stain is one of the most produced and sold in greatest quantity.
- First, components must be mixed together in order to begin the process. The main component—linseed oil used as a binder within the stain—is pumped into a tank. Only about half of linseed oil that is needed to make stain is added to the tank in this stage. Next, the solvent, generally mineral spirits, is pumped in. Finally, the pigments are added. The pigments are mixed in powdered form, pre-measured carefully elsewhere and dropped in by hand. This amount is carefully monitored in order to acquire the depth and tone of stain the consumer is expecting. These powdered pigments also have some oil absorption qualities and help thicken the mixture. Finally, a dedicated thickening agent (varied, and in some cases, a proprietary ingredient)is pumped into the tank.
- The ingredients must be thoroughly mixed in a process referred to as "the grind." A high-speed dispenser, essentially a saw-tooth blade that rotates at very high speeds, is lowered into the large vat of chemicals and pigment. This blade agitates the slurry for approximately 20 minutes, ensuring that the powdered pigment is evenly distributed throughout the liquids. As this high-speed dispenser rotates within the chemicals for several minutes, the temperature of the mixture rises.
- The batch must be cooled down. In order to cool down this thick concoction, the rest of the linseed oil is pumped in along with additional solvents (more mineral spirits) and various metallic salts. The nascent stain is quickly cooled and thinned to nearly the viscosity required for a high-quality wiping stain. This single batch of stain is approximately 250 gal (946 L) in volume.
- Presuming that the batch of stain under production requires no further adjustments for quality standards, it is hooked up to a filtration system that essentially removes all sediment from the oil stain so that the liquid is without grain or lumps. Some companies put their stain batches through two filtration systems to ensure the undesirable solids are eliminated. From the point at which the tank was initially filled with ingredients to the completed decanting may take as long as 2.5 hours.
-
The decanted stain, currently held in a large vat or tank on the second
floor of a factory, is now dropped into a filling machine on a lower
level of the factory. Here, the liquid is ready to be individually
dispersed into cans and packaged. This filling machine automatically
fills each can by shining a beam of light into the can with a label
already affixed. If the beam remains unbroken, it indicates that the can
needs to be filled, and fills it in a quick stream. When the can is
filled to the desired level, the beam is broken and the filling stops.
Another can moves into its spot, a beam of light is shone in, and the
filling of another can commences until all 250 gal (946 L) are gone
from the machine. The cans are moved away from the filling machine and they are packed in cartons and readied for shipment.
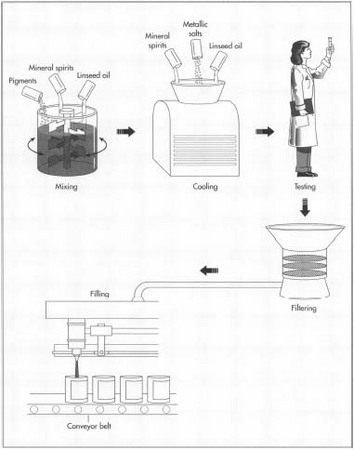 Once mixed thoroughly for 20 minutes, the solution is cooled and more ingredients are added. Quality control tests are conducted before the mixture is filtered and packaged for sale as wood stain.
Once mixed thoroughly for 20 minutes, the solution is cooled and more ingredients are added. Quality control tests are conducted before the mixture is filtered and packaged for sale as wood stain.
Quality Control
The creation of oil wood stain is a carefully controlled cooking process. The ingredients are very carefully measured as they are pumped into the mixing tank, and pigments are hand weighed according to proscribed recipes that render the tone desired. The quality of the raw materials—particularly the proprietary thickener, the linseed oil, and the pigments—are essential to producing a quality product. Machinery must be working properly in dispersing the pigments and filtering out undesirable particles. Finished batches are checked for proper viscosity, weight, and color.
Byproducts/Waste
Oil stains generally utilize mineral spirits, a combustible material with a high flash point. Most unused solvents are easily reused and re-mixed into the stain manufacturing process so that the solvent is generally not a hazard. If for some reason the solvent is contaminated and may not be reused in the product, then the mineral spirits are considered hazardous waste and must be disposed according to federal regulations that pertain to such wastes. These contaminated solvents are shipped to a hazardous waste facility.
The Future
Because oil stains are made with solvents considered hazardous, many woodworkers are turning to the water stains because they are environmentally friendly. Water stains move deeper into the wood than oil. But they don't always have the depth of tone or color that oil stain imparts on the first coat. It may require a few coats to get the desired color. Also, water stains tend to raise the grain, considered undesirable if one wants a smooth, even surface when the piece is topcoated. The future of all paints and oil stains made with linseed oil and mineral spirits is in question as the disposition of the used and contaminated products are becoming an issue.
Where to Learn More
Books
Umstattd, William. Modern Cabinetmaking. South Holland, IL: The Goodheart-Wilcox Company, Inc., 1990.
Other
American Furniture Design Company. http://www.americanfurnituredsgn.com (January 2001).
Antiques Resources.Com . http://www.antiqueresources.com (January 2001).
Lowe's Home Improvement Warehouse. http://www.lowes.com (January 2001).
— Nancy E.V. Bryk
Comment about this article, ask questions, or add new information about this topic: