Bicycle Seat
Background
The bicycle seat, sometimes known as a saddle, is the part of the bicycle on which the rider sits while operating the machine. Generally made from hard plastic and covered with a thin layer of foam and an easily-cleaned cover, the seat is nearly identical on a bicycle whether it was made for a man, woman, or child. Manufacturers refer to this conventional design as a single platform seat (a one-piece seat mounted on a single shaft or post with a sizable horn in front).This conventional design is curved with a bulge in the center of the seat.
This saddle-style bicycle seat is by far the most popular style seen today. Those who order custom bicycles for racing or special sports often receive their machines with seats that may be slightly modified for special sports use. Many owners then replace the seats with special seats with fancy fabrics or custom detailing. The bicycle seat is similar to the motorcycle seat, and some companies often manufacture both.
The bicycle seat is a fairly simple commodity to manufacture as it contains only a few key components such as the platform, bumpers, screws, bolts, rods for support, and fabric to cover the seat. Very few conventional, saddle-type bicycle seats are manufactured in the United States. Rather, they are often produced in sub-assemblies in eastern countries, with the sub-assemblies shipped to the United States. A bicycle manufacturer or distributor then completes the bicycle seat by fully assembling the seat or completing special detailing. Typical sub-assemblies might include the basic seat foam or the rod which supports the seat.
History
The history of the bicycle seat is tied to the development of the bicycle in terms of efficiency of movement and comfort for the rider. When the first bicycle, the draisine, appeared in 1818, the seat was simple and unsophisticated, hardly more than a wooden plank. The penny farthing bicycle, or the high-wheel bicycle with a small wheel in the back, must have had a terribly uncomfortable seat as the rider put all his weight on the seat and pedaled hard to move the bicycle forward with a primitive gear system. As bicycles became more sophisticated the manufacturers' primary concerns revolved around perfecting the gear system to move the bicycle forward more easily. Safety bicycles, so-called because the wheels were of the same size and the rider did not risk falling over the large wheel of the high wheeler, were extraordinarily popular for both men and women by 1890.
Refinements to the bicycle seat in the early twentieth century were minimal, including the addition of comfortable padding on the convex saddle. More recent refinements to the conventional saddle seat include making the seat cheaper to manufacture by having them made in Taiwan or China, and finding materials to produce a lightweight seat. Some conventional seats have been modified to respond to the concerns regarding reduced blood flow to the genitalia by adding gel to the seat. Only the radical re-designs, which often include two separate lobes for the buttocks and eliminate the horn in front, completely ignore conventional seat design.
Raw Materials
Most conventional-style bicycle saddles are composed of three or four materials. These include a rigid seat of a molded, nylon-based plastic. The seat is then covered with some sort of padding. Most seat manufacturers prefer to use closed cell foam. Closed-cell foam is a form of latex foam into which a blowing agent has been incorporated in order to force gas to escape during vulcanization (the process by which latex is chemically treated in order to give it elasticity, strength, and stability). The liberation of the gases forms small closed cells, rendering a foam that is nonabsorbent and durable (desirable qualities for a bicycle saddle that may get wet from rain or damp from human perspiration). The plastic base and closed cell foam are then covered with any one of a number of materials, including vinyl, leather, fabric, kelvar, rubber, nylon, or heavy fabric such as canvas. Spray adhesives are used to affix the cover to the foam. These can vary by manufacturer, but effective spray adhesives used with foam include neoprene or urethane based adhesives. Some saddles are constructed with hollow metal tubing or rods extruding so that they may easily attach to the bicycle frame. The metals used in these rods vary and may be either stainless steel or titanium, a lightweight, high-strength/low-corrosion metal.
Design
The saddle seat has changed little in recent years. Simple re-design has included adoption of fancy fabrics that glitter or are decorated with fancy embroidery. Racers or sport enthusiasts have pushed specialty saddle manufacturers to develop rubber fabrics that grip or wick away moisture from the buttocks.
Some small, specialty bicycle seat firms have completely re-designed the saddle in recent years for two reasons. First, seats on bicycles have changed dramatically as the design of bicycles has reflected the physical needs of biking enthusiasts who use the machines for vigorous exercise. For example, downhill bicycle riders prefer a bigger saddle while roadies or road bikers prefer sleeker seats. Bicyclists engaged in these sporting pursuits demanded these changes based on practicality. Second, the conventional seat has been re-designed to relieve pressure on the genitalia during bicycling activity.
The conventional single-platform saddle is viewed as unhealthful as well as uncomfortable by some cyclists. Many articles appeared in bicycling periodicals criticizing the conventional seats asserting that their design could lead to sterility, impotence, and perhaps even testicular cancer. There is, in fact, some concern that the conventional seat puts undue pressure on the perineum, the area between the rectum and the genitalia, perhaps causing blood flow to be restricted to the area during intensive biking exercise. This occurs because the artery near the perineum thickens as a natural defense mechanism, constricting the inside of the wall and reducing blood flow to the area. The reduction lasts far longer than the bicycle trip; it is asserted by some that impotency may be the result of the reduced blood flow.
As a result, there is a booming market for the non-conventional bicycle seat. These specialty seats are designed to take pressure off the perineum and distribute it broadly on the butt cheeks. This primarily entails eliminating the long horn with its curved spine on the front of the seat that makes contact with the perineum. Most of these unconventional seat manufacturers run small operations and have not yet penetrated the market significantly.
The Manufacturing
Process
Few, if any, conventional bicycle seats have all components manufactured in the United States. One prominent company that provides many such bicycle seats to consumers says that American companies tend to get parts from other countries where labor is cheap, and the American companies simply assemble the components. Whether these components are made in this country or not, conventional seats are composed of a hard shell, foam, a seat cover, and a metal rod that attaches the seat to a bicycle frame.
-
The hard plastic shell forms the foundation of the bicycle seat. The
contour of the saddle is rendered in a metal mold; this saddle may be
longer or broader according to the needs of the seat distributor.
Whatever their configuration, these seats are injection molded.
Injection molding occurs when a plastic resin is made molten and then
rammed and forced through a gate into a cooled mold. The resin
solidifies in the mold, the mold is unclamped, and the plastic shell is
forced out of the mold using some sort of ejector such as a
pin. Several injections can be produced per minute. Runners that attach parts of the plastic injection molded pieces (simply pieces of waste) may be knocked off, gathered, and melted down for later use.
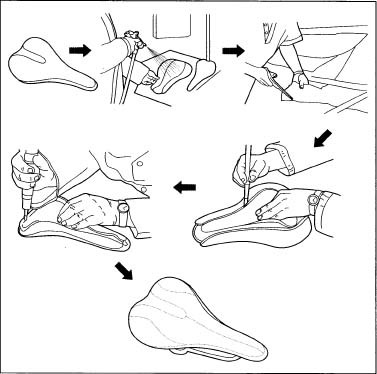 A handmade conventional bicycle seat.
A handmade conventional bicycle seat. - Next, padding is glued to the plastic shell. The padding is a densely-packed, closed-cell foam that provides some comfort for the rider. The foam is cut using heavy blades along the contours of the shell and moves down and around the edges of the shell. The foam is attached to the plastic shell using a spray adhesive applied using an air compressor and spray gun. These foam seats are applied to the shell by hand, one seat at a time. The adhesive application operator makes sure that the spray adhesive is applied evenly to the sides and parts underneath the seat to ensure that the cover will properly adhere.
- The cover, sometimes referred to as the topsheet, is cut out by hand using heavy hand-held scissors. Specialized saddles of leather or other materials such as kevlar, gripping rubber, or metalicized fabrics are also cut out by hand. Those that will be decorated with stitching are sewn on industrial grade machines.
- The topsheet is now affixed to the foam-covered base. This process entails wrapping the cover down over the seat, around the sides, and sticking to the bottom of the seat. This topsheet is carefully attached by hand using the spray adhesive once again. Wrapped edges are rolled tight to provide a good fit and prevent separation from the foundation. After the topsheet is attached to the base using the glue, it is also stapled to the base to ensure a permanent, smooth fit.
- Plastic bumpers are then screwed onto the nose (front), the back, and underside of the seat. These bumpers cover the gluing and stapling of the topsheet to the base, giving the seat a finished look. The bumpers are attached using a hand-held automatic screw gun.
- Many seats come with a hollow metal rod so that the seat may be dropped into a bicycle frame using the attached rod. In the event that the saddle includes such a rod, it must be cut, configured, and attached to the seat itself. Some companies use titanium rods that are shipped to their plant in 10 ft (3 m) lengths. The rods are heated, cut into smaller sections using a heavy machine saw, and the sections are bent into the desired configuration using molds. These configured rods are then put into a tumbler that literally tumbles the rod using polished rocks in an enclosed cylinder. (This process is used to round off edges of pebbles and give them a smooth shine as well.) This process shines up the rails. Fifty bent rods may be placed in a tumbler at one time.
- The rods must then be forced into an opening on the plastic shell. In order to do this, the shell (complete with foam and cover) and the rods are put into a machine that applies pressure with the assistance of the operator, forcing the rod into the seat using this pressure. The rails are thus popped into the seat foundation. The seat is now complete and ready for packing and shipping.
Quality Control
Quality control primarily revolves around the successful injection molding of the seat base. The machine for this purpose is carefully monitored to ensure a successful operation and that the mold reflects the desired seat configuration. Products from the operation are visually inspected at regular intervals. However, specifications for its molding must be monitored and assessed to ensure there is no undue variation. There is no question that during the entire manual process of making a saddle the expert ensures a superior fit. Those with topsheets cut incorrectly will not wrap under the seat and pose a problem with fraying. An improperly fit or glued topsheet will rip or tear.
The materials that form the important components of the seat must be of high quality to ensure a good product. The closed-cell foam must be up to specifications desired by the manufacturer; inferior foam will disintegrate with pressure and moisture. Also of great concern is that the material for the metal rail to which the seat is attached will not wear out with average use. One manufacturer used an inferior grade stainless steel rod for this purpose and metal failure proved very costly.
Byproducts/Waste
For those that make plastic injection-molded seats, runners left over from the molding process are gathered and melted for use in future injection moldings. In small operations that make specialty saddle seats the waste of materials is kept to a minimum. Excess cut foam is not reusable and discarded, as is excess fabric from the specialty seats. These specialty cover fabrics may be quite costly, and as they are cut out by hand, the operators are careful to cut out the seats to maximize use of the fabrics. Spray adhesives are carefully used and controlled using a pneumatic machine for their dispensing, greatly eliminating adhesive overspray.
The Future
Bicycle seat manufacturers are curious to see what kind of impact the radically-designed unconventional bicycle seats have on the conventional seat market. Some have addressed the medical concerns voiced about the single-platform seat through small modifications because complete re-tooling is very costly. Some bicyclists believe the medical concerns are unfounded and dispute them. Specialty seats are not put on mass-produced bicycles made for American consumption. That leaves the responsibility for purchasing the conventional seat to the consumer. Eliminating the old seat and replacing it anew with the specialty seat can be costly. In the 1990s many small companies were founded to design, prototype, and manufacture new healthful bicycle seats. These firms are vocal about the perceived problems with conventional bicycle seats and hope they can offer a comfortable and healthful alternative to the seat issue. However, many bicyclists avoid the specialty seat, preferring a well-padded conventional, extremely lightweight saddle to radical new designs.
Where to Learn More
Books
Bijker, Wiebe E. Of Bicycles, Bakelites, and Bulbs. Cambridge: MIT Press, 1995.
Bryk, Nancy E. Villa. American Dress Pattern Catalogs. New York: Dover Publications, 1989.
Other
"Bicycle." Encyclopedia Britannica CD Edition. Encyclopedia Britannica, Inc.: 1994-1998.
Interview with Jeff Dixon, owner of Spongy Wonder Manufacturing Corporation. New Brunswick, Canada. August 2001.
Interview with SDG U.S.A. Management. Santa Ana, CA. September 2001.
"The Manufacturing Process." SDG U.S.A. Web Page. December 2001. < http://www.sdgusa.com/process.html >.
Nancy EV Bryk
Comment about this article, ask questions, or add new information about this topic: