Grenade
Background
Grenades come in a variety of sizes and shapes depending on their function, but all have two things in common. First, they are hollow to allow filling with explosive or chemical filler. Second, they contain a threaded hole into which a fuse can be inserted.
A grenade is essentially a small bomb, but works like a simple firecracker. A firecracker is made up of a paper body filled with gun powder containing a small fuse. When the fuse is lit, it burns down to the powder and causes the gun powder to explode. A grenade works exactly the same way, except that a mechanical device instead of a match lights the grenade's fuse.
The grenade is held in the throwing hand with the thumb placed over the safety lever while the safety pin is pulled. When the grenade is thrown (safety lever released), a spring throws off the safety lever and rotates the striker into the primer. The primer contains material similar to the head of a match. When struck, it ignites and sets fire to the fuse. The fuse burns at a controlled rate, providing a time delay (about four to five seconds). When the flame of the fuse reaches the detonator (a small blasting cap), it causes the grenade to explode.
History
The inventor of the grenade is not documented, but grenades were first used in the late fifteenth or early sixteenth century. Originally they were just hollow metal balls filled with gunpowder. These early models were ignited with a slow burning fuse and thrown distances over 100 ft (30.5 m). As the range and accuracy of firearms increased during the eighteenth century, grenades were virtually abandoned. They were re-introduced to the infantryman's equipment arsenal during the trench warfare of World War I. During World War II over 50 million fragmentation grenades were manufactured in the United States alone. Grenades have remained a part of the modern arsenal, and are delivered by a variety of methods: throwing, single shot launcher, or rapid-fire cannon. Modern grenades are ignited by either a timed fuse or impact fuse.
Raw Materials
There are many polymers that can be used for the fragmentation grenade casing depending on the strength and processing requirements (e.g., polypropylene, polyamides, polyacetals, polycarbonates, polyesters, polyethers, aldehyde/phenolic condensates, melamine resins, and urea resins). A variety of metals and shapes are used for the fragments and the casing. The molding method can also be varied.
The steel fragments are obtained by cutting wire with a gauge of about 0.09 in (2.2 mm) to form pieces, each having a length of about 0.09 in (2.2 mm) with subsequent round-hammering of the wire pieces and hardening of the hammered particles.
The explosive component of a grenade consists of: a high-explosive main charge (e.g., Ammonium Nitrate Fuel Oil [ANFO]), a primer or booster charge (e.g., Pentolite or Cyclotol), and a primary initiator (e.g., a blasting cap, electronic detonator or Low Energy Detonating Cord [LEDC]).
Design
Five basic types of hand grenades were used in Korea by United States forces: offensive grenades, fragmentation grenades, chemical grenades, practice grenades, and training grenades.
Offensive grenades contain explosive charge filler of flaked TNT in a body with sheet metal ends and pressed fiber sides. They are designed for demolition effect and to stun the enemy in enclosed places.
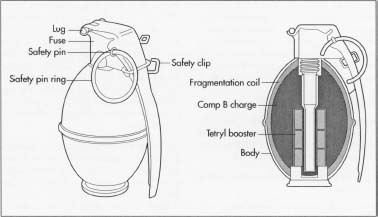
Fragmentation grenades contain an explosive charge in a metal body, designed to break into fragments upon the charge exploding. They typically weigh about 21 oz (595 g), and are constructed of cast iron.
Chemical grenades are designed to produce a toxic or irritating effect, a screening or signal smoke, an incendiary action, or some combination. Some of these grenades—as with the TH M14 thermite—come with metal straps that prevent rolling and an M200A1 igniting fuse with only about two seconds of delay after safety lever release. Baseball-type tear gas grenades are special issue for riot control.
Practice grenades contain a reduced charge for safe use in training.
Training grenades contain no explosive charge or chemical, and are used solely for throwing practice.
The Manufacturing
Process
- The casting mold may contain a wide variety of features to manipulate the shape of the cast segment (hatch marks, identifying material, or a manufacturers logo).
- The components (polymer powder and metal fragments) can be introduced into the mold either separately or as non-compressed mixture through the threaded mold opening that can be sealed by the threaded pin.
- To achieve a substantially uniform thickness of the polymer layer, the mold is generally rotated in a tumbling manner, that is, about at least two different rotational axes, for example about the vertical axis and one horizontal axis of the mold.
- The tumbling, rotating shell mold is heated externally by a fluid (such as hot air) to temperatures that lead to coalescing and melting of the polymer particles, or to thermal cross-linking (activation of cross-linking catalyst). The use of catalytically cross-linking polyalkanes or polyalkylenes is preferred, the term "catalytically" describes cross-linking triggered by radicals (e.g., as formed upon decomposition of a peroxy compound). An advantage of cross-linking of the polymer resides in an increased thermal and mechanical strength of the casings of the grenade. Another advantage of cross-linking is that the increasing heat transfer from the fluid into and through the mold wall does not lead to an overly fluid melt, as cross-linking tends to increase viscosity. By a cross-linking that proceeds gradually as the temperature rises, the polymer layer can be kept sufficiently viscous for achieving and maintaining uniform layer thickness even at very low rates of rotation.
Shell mold
- A shell mold is provided with a thermally conducting mold wall and has an interior surface shaped to correspond with the outer shape of the casing described above.
- Mold parts are pressed together with a clamp.
- Next, the assembled mold, filled with polyethylene powder and steel fragments is closed by a threaded plug, mounted in a conventional tumbling frame, and placed in a hot air oven.
- After 30 minutes under these conditions the mold is cooled and at 122TF (50°C) the rotation is discontinued and the casing is discharged from the mold.
- The mold halves are separated by releasing the clamp.
- The fragmentation grenade casing is supplied with a charge of high explosive and closed by threading in a conventional time fuse device. Upon detonation the casing disintegrates and forms a multiplicity of high-speed fragmentation projectiles by the steel fragments.
Quality Control
Due to the grenade's desired effect, the quality is extremely important. The ram compresses the explosive composition into the detonator housings. If the ram pressure exceeds the maximum designed pressure due to excessive conductive explosive volume within the housing or misalignments of the parts, the grenade provides a maximum pressure switch for turning off power to the ram. This switch also triggers a reject mechanism by which the housing is removed and another is positioned for compression. If insufficient conductive explosive composition is present, a member connected to the ram causes a volume acceptance switch to open and thereby open the power circuit to the ram and at the same time activate a recycle mechanism or the rejection mechanism. This recycle mechanism provides for the loading of additional conductive explosive composition in the insufficiently filled detonator housing.
For additional testing purposes, multiple casings are obtained and cut in a vertical plane for investigation. The density and tensile strength (determined according go ASTM Standards at 2 in [5.1 cm] per min) of 2,600 tons per square inch is randomly tested. A toluene boiling test quantifies the degree of cross-linking to determine the stability of the casings at elevated temperatures and the absence of embrittlement at low temperatures in the testing range for explosives.
The Future
Grenade manufacturers continue to design safety features to prevent injury to the person launching the grenade. Minimizing the smoke trails emitted as the grenade travels towards its target prevents the location of the launcher from being detected. Manufacturing quality control measures continue to remove duds and unsafe devices from final production further increasing the safety of military personnel.
Where to Learn More
Books
Hogg, Ian V. Ammunition: Small Arms, Grenades and Projected Munitions. Greenhill Books, 1998.
Other
United States Patent Office Web Page. December 2001. < http://www.USPTO.gov >.
Bonny P. McClain
Comment about this article, ask questions, or add new information about this topic: