Ironing Board
Background
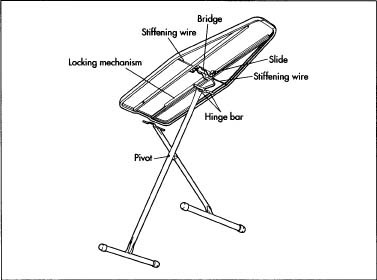
An ironing board is generally a large, flat piece of board or metal that is covered with a heat-safe padding on which clothing or linens may be ironed safely. Modern ironing boards take a surprising number of forms. The standard, inexpensive American ironing board has two primary parts and includes a flat bed for ironing and collapsible legs that are hinged or slip into the top and folded down for easy storage. The top of the standard American board is generally a flat pan that may have some holes to accommodate paint run-off during manufacture or to disseminate the heat from the steam iron that runs over it. Legs are generally lightweight and tubular with padded feet so that they do not mar floors. More expensive domestic ironing boards may be mesh tables with expanding metal tops to accommodate larger goods to be ironed. No matter what the configuration, every ironing board made of metal must have a pad and cover so that the metal bed of the ironing board does not become too hot from the iron. Most ironing boards are sold with a foam pad and decorative cover.
Many of the ironing boards sold in American stores are made overseas where labor is far cheaper than in the United States. In 2001, there were only two manufacturers of ironing boards in the United States. Some expensive designer-based ironing boards are available in this country and come from European home design firms; these boards may be five times more expensive than the ordinary collapsible ironing board made in the United States.
History
Clothing and linens were pressed on table tops or large pieces of board that were covered with padding, pillowcases, or ironing blankets until nearly 1900. In fact, it is more logical to refer to the modern ironing surface as an ironing table but the device is referred to as an ironing board because the earliest devices were composed of wooden boards. Some housekeeping advisors of the nineteenth century urged women to use large boards that could be placed between a table and a chair back that they could pad and iron upon. One advisor named Catherine Beecher described in 1841 what appears to be the shaped ironing board known today. She recommended that this wooden form be cut wide on one side and narrower on the other and referred to this type of ironing board as a skirt board. Of course, this was the era before electric irons and sad irons were used with these ironing boards. These heavy cast irons were heated at the hearth or on wood or coal burning stoves and the heavy, hot iron pressed out stubborn wrinkles.
Manufacturers quickly caught on to the notion of offering skirt boards ready-made by the late nineteenth century. By about 1898, the skirt board came equipped with legs that could be taken down and enabled the board to be set up anywhere. These early manufactured ironing boards had a leg in each corner that could be unfolded but were difficult to manipulate. By 1914, an inventor named Springer devised a table with three support points that was easier to set up. These early manufactured tables were of wood that was supposed to resist warping although they still warped. Early manufacturers made metal-top boards but they often rusted despite painting. Some buckled under the heat of the iron. The J. R. Clark Company of Minneapolis began making metal tops of mesh which permitted steam to escape and
Raw Materials
The conventional, inexpensive American-made ironing board is made of few raw materials. The board uses many different widths of cold rolled steel, which are long rolls of rolled steel that begin the forming process as a cold metal. The widths vary according to the part under production and include widths as small as 0.75 in (1.9 cm) to over 28 in (71 cm) in width. Typically the rolls may be several hundred feet in length and may weigh between 500-9,000 lb (227-20,000 kg) depending on width. These rolls are then flattened and rolled or pressed into different parts.
Other raw materials used in construction of ironing boards include metal rivets, plastic or rubber tips on the feet of the standing portions of the ironing board, oil-based paint (either powdered or in liquid form)and degreasing agents sprayed upon metal parts prior to painting that remove oily effluvia deposited on the metal portions that could affect paint adherence. Some companies sew a cotton pad and cotton cover for the ironing board. A company might purchase such a product from another manufacturer and slip it onto the completed ironing board before packaging.
The Manufacturing
Process
- The factory is supplied with various widths of strip steel for manufacture of the various parts of the ironing board. These widths vary between 4-28 in (10.2-71 cm) in width depending on intended use. These tightly-coiled rolls must be straightened. They are fed into a reel or de-coiler which flattens them.
- While the rolls are very long, sometimes hundreds of feet in length, they are of finite length. The ends must be seamed or joined together so that the process of cutting out parts does not stop and start when one roll ends and another begins. So, the ends of the rolls are butt-joined (meaning the ends are not overlapped but butt up against one another) and are butt-welded together. An operator-controlled welder comes across this seam and welds it together. The un-coiled steel now awaits being formed into the legs and the top of the board.
- Tubular legs for the ironing board are next formed. The cold steel is fed into the receiving end of a tube mill that is used to form flat steel into tubing. The tube mill brings the ends of the steel together and forms into a tube. The tube goes through an electrode which shoots electricity through the piece, melting the ends of the metal that join it into a tube. This electrode is, essentially, a high-frequency welder that sears the ends together.
- The formed tubing is pulled through the machine to the next station. Here, a sharp carbide tool is scraped over the rough edge of the weld so there are no metal burrs at the juncture.
- Next, the tubing must be cooled down from the welding process that has melted those ends together. The long tubing (not yet cut apart into separate legs)is pulled to the next station and is flooded with coolant that cools it down somewhat. The metal is still warm at this point, however.
- The warm tubing is fed into a sizing mill that pushes in on the warm tubing to ensure it is of the right size. The warm metal is configured to the dimensions of the sizing mill.
- After leaving the sizing mill the tubing reaches the cut off station, in which the long length of tubing is cut off to the requisite length needed for the legs. The feet on the legs are then attached to the legs by being riveted in place. The legs are now complete and await the painting process.
- The top is the now formed. The most common type of American-made ironing boards have a pan top. This top is formed of approximately 16-in (40.1-cm) width steel that is pressed and stamped into configuration. After de-coiling, the metal strip is placed into a press that is begun by an operator. The press pulls in the metal and curls the edges on the side, punches a hole on the flat pan so that paint may later drain from the flat surface, and knocks the piece off the punch in order for another piece to be drawn onto the press.
- The pan top must be attached to a set of ribs and cross-members that will be attached underneath in order to keep this flat pan rigid. So, ribs and cross members are roll formed and stamped. The lock assembly (the lock which secures the collapsible ironing board in place)is composed of a spring and handle. This locking assembly is attached to the ribs and cross members at this point.
- The pan top and the rib assembly gh(with locking mechanism attached) meet up on the assembly line at this point. The two components are placed together by hand. The pan and assembly are then fed into a top welder, which is a huge machine that welds the ribs, cross members, and locking mechanism to the flat pan top. The ironing board top comes out of the welder and is inspected to ensure the pressure points are securely welded. The top of the ironing board is now complete and awaits painting.
- Before the legs and top are connected, both components must be painted. First, the components are hung on a paint line. The parts are sprayed with a degreaser. Then the parts are sent to a drying room until the degreaser evaporates. Next, the parts are sent through a paint sprayer that shoots either powdered or liquid paint. The parts are then sent to the bake area in which the paint is baked on the surface.
- Now the top of the board must now be attached to the legs. The legs are fed onto a roller conveyor and meet up with the top. An operator slips the legs in slots on the underside of the pan top and the operator clinches the tabs in place in order to secure the legs in place. An operator then puts rubber or plastic tips on the feet of the ironing board. If the board is to receive a pad and top, they are slipped on the pan top at this point as well. The board is now complete and ready for packaging.
Quality Control
Quality control is evident in all aspects of the production of the ironing board. First, the incoming raw materials undergo thorough inspection upon receipt. The cold rolled steel deliveries are assessed to ensure they comply with manufacturer's specifications. The metal undergoes thickness and hardness tests. The surface of the metal is physically inspected for signs of rust; if rust is found the batch is deemed unacceptable.
All cold rolled steel is expected to be delivered with a fine coating of oil which inhibits rust. Finally, the metal is assessed to ensure the steel is free of camber, which is a term for metal twisting as such twisting weakens the metal.
Roving inspectors on each shift assess all aspects of the operation. Operators on each shift are empowered to fix any problems that occur and understand that they are accountable for quality and problem-solving. Machines integral to the processes are maintained scrupulously to ensure there are no breakdowns in the process or that tolerances in manufacturing are unacceptable. As noted under the manufacturing process above, key operations performed by machines, such as the welding of the ribs and locking mechanism to the top of the ironing board, are double-checked by an operator by hand. The operator puts pressure on the key welds to ensure that the welds are strong. Finally, after the products are completed the quality inspectors at the end of the line inspect completed products to make sure that the overall product is acceptable.
Byproducts/Waste
Excess metal that is the result of cutting pieces from the cold rolled steel is gathered up into a scrap hopper and when the hopper is full the metal is sold back to steel mills that supply the metal so that it may be reused. The de-greasing agent that is sprayed on the metal parts prior to painting runs off and forms a sludge that must be treated. When the sludge becomes sizable, a company that specializes in dealing with such compounds pumps it out, fires it and burns the sludge. Other volatile organic compounds (referred to as VOCs) present in the oil-based paints used on the steel components are used according to specifications set down by the federal government; the company must apply for permits for their use.
Where to Learn More
Books
Beecher, Catherine. A Treatise on Domestic Economy of 1841. New York: Schocken Books, 1977.
Litshey, Earl. The Housewares Story. Chicago: The National Housewares Manufacturers Association, 1973.
Ierley, Merritt. The Comforts of Home. New York: Clarkson Potter, 1999.
Other
Oral interview with Joseph Deppen, Vice President of Manufacturing, Home Products International. Chicago, Illinois and Seymour, Indiana. October 2001.
Nancy EV Bryk