Manhole Cover
Background
The subsurface of a major city teems with subsurface utilities: sewers, storm drains, steam tunnels, and utility corridors. Access ways, called manholes are dug down to these subsurface conduits at regular intervals to allow maintenance workers to reach them. Manholes are required so that people can clean, inspect, or repair the subsurface utilities. Manholes can be quite shallow or as deep as 70-stories in the third New York City water supply tunnel. Manhole covers are the round iron plates sunk into streets and sidewalks that keep passers-by from falling into manholes.
Manhole covers must be a minimum of 22 in (56 cm) in diameter, but can be as much as 60 in (1.5 m) in diameter. The average cover weighs between 250 and 300 lb (113-136 kg). It is important for sewer manhole covers to be heavy as sewers can produce methane gas that could push lightweight covers out of the way, letting noxious gases up into the street.
History
As soon as people began to live in cities the problem of what to do with human waste became an issue. The first cities were built along great rivers that served as open sewers. This was hardly satisfactory due to the periodic plagues that resulted from too much human waste in close contact with people. Roman civil engineers solved this problem with the invention of the underground sewer. The Roman sewers, dug by hand and lined with brick, collected a city's waste and deposited it far downstream. The Romans constructed access ways to these sewers to allow for periodic cleaning. The stone manhole covers that capped these access ways can still be seen in the old Roman City of Jerash in Jordan.
It would be quite a while until modern civilization rose to the level of the Romans. Construction began on the Chicago sewer system in 1856. New York City had only 200 mi (320 km) of sewer line laid by 1870, compared to 6,200 mi (10,000 km) today. The first manholes with covers were probably constructed in the early nineteenth century, not for sewers but for water or town gas pipelines. None of the covers for these manholes are known to survive to the present.
Raw Materials
Manhole covers are made out of cast iron. Cast iron means that the iron is melted and then poured, or cast, into a mold. Typical manhole covers are cast using gray cast iron. Ductile cast iron, because of its greater strength, is used for special manhole covers, like those that would be found near airplane terminals. Gray cast iron consists of the element iron and the alloying elements carbon and silicon. The alloying agents, chiefly carbon, give cast iron its strength and durability. Ductile cast iron is produced by adding manganese to the molten iron. The manganese causes the carbon in the iron to form nodules instead of flakes, giving ductile cast iron its greater strength and malleability.
Besides iron, the other raw material required to make manhole covers is green sand, which is sand bound together with clay. The green sand is used to produce the molds into which the molten iron is poured. The sand mixture consists of about 90% silica sand, 4-10% clay, 2-10% organics (e.g., coal), and 2-5% water. The sand is not colored green. Green refers to the fact that it is allowed to remain wet during the casting process.
Design
Every manhole cover, from the simplest to the most ornate, is first modeled in wood or aluminum. The model is used to make the mold into which the molten cast iron will be poured. The designs that have been created for the surface of the manholes are as varied as the skilled artisans who created them. All manhole covers are round because a round object cannot be dropped into a round hole of the same diameter. This is vital since the weight of the manhole could easily kill a worker standing underneath it. Round manhole covers are also easier to move around on the surface as they can be rolled. There are rectangular utility box covers, but they are not installed over manholes.
The Manufacturing
Process
All castings, including manhole covers, are made in large factories called foundries. Scrap steel comes into the foundry, is melted and alloyed, and leaves as iron casting. Cast iron is everywhere. A typical home in the United States contains around 2,000 lb (900 kg) of iron castings, mostly as pipe and pipe fittings, but also in furnaces and air conditioners. The casting process consists of five steps, pattern making, mold preparation, melting/pouring, and cooling and finishing.
Pattern making
- 1 Manhole patterns are either carved out of wood or machined out of aluminum. Aluminum models are used for large production runs because of their greater durability. Patterns are designed to be slightly larger than the finished manhole cover to allow for shrinkage as the castings cool. Two patterns, one for the top half of the cover and the other for the lower half, are required for each manhole. The top half of the pattern is usually provided with a decorative design, though the design is usually limited to a basic waffle, basket weave, or concentric circle pattern in modern times. Prior to 1950, the patterns could have been anything from shooting stars to city skylines. The bottom half of the mold may simply be flat, or may be designed in a three-dimensional spider web pattern to provide much greater strength without increasing the cover's weight to a degree that would make moving the cover impractical.
Mold preparation
- 2 The sand molds are created by placing the two halves of the manhole model into boxes called flasks so that the models form the base of the box. The upper flask is known as a cope while the bottom flask is known as a drag. Green sand is tightly packed into the flasks to create the two molds. The upper mold contains holes (known as risers or sprues), into which the molten iron will be poured, and vents that allow gases to escape from the mold. For a manhole cover, these risers and vents can be created by simply placing a piece of wood vertically into the flask and removing it once the sand has been packed into the flask. The riser does not usually lead directly into the mold. The riser connects to runners, horizontal channels at the "parting line" (the plane where the two halves of the mold are joined). Using runners allows the molten metal to be fed into the mold at more than one location which helps prevent voids from forming in the final casting.
- 3 Once the patterns are removed, the bottoms of the flasks are then a hollow image of the upper and lower halves of the manhole cover. The bottom and top halves of the mold are then assembled in a "drag flask," a large metal frame.
- 4 Some castings are made with sand bound together with a chemical resin that is thermoset, which means it must be heated to become fixed. This process has some advantages in that the molds can be constructed very quickly and require less labor. These types of molds are ideal for automation when large numbers of casting are to be made. However, manhole covers are not usually produced in the quantities that would justify automation.
Melting/pouring
-
5 Cupola, electric arc, reverberatory, induction, and crucible furnaces
are commonly used to melt the scrap steel that most foundries use to
produce cast iron. The
scrap steel is placed into the furnace and melted at about 2,700°F (1,500°C).
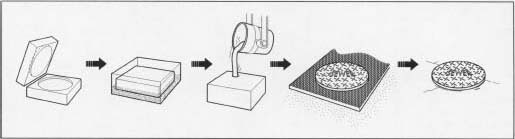 The manufacturing of a manhole cover using a sand mold.
The manufacturing of a manhole cover using a sand mold. - 6 Any required alloying metals and flux are then added to the molten iron. The purpose of the flux is to bind with any impurities creating a waste product called "slag." Because the slag is lighter than iron, it floats to the top of the molten iron and can be removed.
- 7 The molten iron is collected into a large metal ladle. Working from a distance to avoid being splashed with molten iron, foundry workers tip the ladle so that the iron pours into the sand mold through the riser (or sprue). The riser is designed to hold extra molten iron. As the casting cools and shrinks, the excess metal fills in the mold. Because the temperature of the molten iron is much higher than the autoignition temperature of the organic materials in the green sand, the organic materials burn and use up all the oxygen present in the mold. This prevents oxidation of the manhole cover. Foundry workers watch for the exhaust products jetting from the mold to make sure the gases are not trapped in the mold where they might cause bubbles in the casting.
Cooling
- 8 It takes about an hour and a half for the metal to cool sufficiently so that it can be removed from the mold. Complete cooling takes about a day.
- 9 In large foundries, the cooled casting and mold are placed on a vibratory grate and shaken until all of the sand has been shaken off. In a small foundry, the same process might be accomplished by a worker with a wire brush.
- 10 Handling the used sand from the w molds can be a major headache for foundry personnel as enormous quantities of it can be generated during the casting process. After each use, the sand is sorted in a cyclone to remove any that is too fine to be reused and to sift out all of the metal slag that might be present.
Finishing
- 11 While finishing can be a large part of the casting process for intricate castings, manhole covers do not require a lot of finishing. For the most part, all that is required is to remove the runners, gates, and risers (the channels into which the molten iron was poured become little stalagmites on the finished manhole covers), shotblast the surface, and then machine the bearing surfaces to assure that the cover will lie flat in its frame.
Quality Control
Cast iron is usually made with scrap steel. As the raw materials are not controlled, casting houses must carefully analyze the molten metal before it is used to assure that it contains the proper percentages of iron, carbon, and alloying metals. After casting, the strength and ductility of the cast irons must be tested to assure that the manhole covers made from the iron will perform as designed. Strength and ductility is assessed by casting bar test specimens from the same metal used to cast the manhole covers. The bars are placed into a tensiometer which pulls on their ends until they either break or elongate past their elastic limit—the elastic limit is the point that the bar can be pulled to and still regain its original shape if the tension is released. Ductile cast iron can usually withstand between 2% and 10% elongation before it will break. Gray cast iron is brittle, and hence will break before it elongates significantly. Engineers who design products made with gray cast iron must always bear in mind that because the product is brittle, it will break without providing any warning if it is overloaded. As this could cause a disaster, cast iron components usually have much higher factors of safety than ductile iron components.
Byproducts/Waste
Gaseous emissions, such as carbon monoxide, hydrogen sulfide, sulfur dioxide, nitrous oxide, and benzene are produced when the molten iron contacts the green sand. In the past, lead was often used as a binder in some types of molds. Landfilling these used molds created heavy metal pollution problems. Resin bound castings produce volatile organic compounds when they are baked to set them.
Most of the sand in green sand can be recycled in new castings. However, a certain percentage of the sand becomes too fine during the casting operations and must be discarded.
The Future
It is unlikely that the production process for manhole covers will change much in the future. Nor is it likely that alternative materials will be used to produce manhole covers as cast iron is extremely economical. The exciting prospect for manhole covers involves computer-aided design and computer-aided manufacturing (CAD-CAM). With CAD-CAM, manhole cover designers can produce intricate patterns that can be cut out of plastic molds by automatic machinery. It will not be necessary for a highly-paid artisan to spend days or weeks creating particularly intricate models for special manhole covers. Once the design is ready, the model can be cut in just a few minutes. A golden age of manhole cover design may be at hand. Rather than dull, utilitarian circles, manhole covers may once again add a touch of artistry to city streets and sidewalks.
Where to Learn More
Books
Baumeister, Theodore, et al. Marks's Standard Handbook for Mechanical Engineers. 8th ed. McGraw Hill Book Company, 1979.
Davis, J. R., ed. ASM Specialty Handbook, Cast Irons. ASM International, 1996.
Melnick, Mimi. Manhole Covers. Cambridge: The MIT Press, 1994.
Samokhin, V. S., ed. Design Handbook of Wastewater Systems. New York: Allerton Press, Inc., 1986.
Other
Architectural Iron Company Web Page. 28 September 2001. < http://www.archironco.com/AIC/castingiron.asp >.
Sewers of the World Unite. 28 September 2001. < http://projects.artinfo.ru/sewers >.
Jeff Raines