Night Scope
Background
Night scopes, or night vision devices, are used to intensify human sight under very low light conditions. There are several types of night vision scopes. Infrared imaging systems, also referred to as "active" night vision devices, focus infrared light on a scene. Infrared is beyond the light spectrum visible to humans, so the beam itself is undetectable. Image-converting technology transforms the scene illuminated by the infrared into a visible image. Thermal imaging systems work in a similar way, converting the pattern of heat emitted by objects, people, or animals into a visual image. The night vision devices perfected for wartime use and also available commercially today are called "passive" night vision systems. These systems amplify images picked up in minimal light, such as starlight, into visible images. The view through a passive night vision device may be from 20,000 to 50,000 times brighter than what the unaided eye could see.
Night vision devices were developed for military use, where seeing in the dark is an obvious tactical advantage. The United States used night vision devices in the Vietnam War and to great effectiveness in the Persian Gulf War. Night vision devices are also used by both urban and rural police forces. In the late 1990s, night vision devices were finding more commercial outlets. They began appearing in some high-end cars and are being marketed directly to consumers for recreational use.
History
Research into night vision devices began in the 1940s. The United States military established a night vision technology development program by the late 1940s, and by the 1950s had come up with viable infrared viewing systems. This was an active technology, meaning it used a directed beam of infrared light. Though the beam itself was invisible to the unaided eye, opponents armed with equivalent technology could easily pick up the beam. The infrared viewers used in the 1950s and 1960s are referred to as "Generation 0" technology.
ITT Corporation (now MIT Industries, Inc.) in Roanoke, Virginia, began producing night vision devices for the United States military in 1958. The United States Department of Defense founded its own Night Vision Laboratory in 1965, dedicated to improving the existing technology. During the 1960s, scientists developed the first workable passive night vision systems. These devices were called "Starlight" systems because they were able to pick up and amplify images seen only by starlight. They are also known as "Generation I" devices. They actually worked best in moonlight. Generation 1 night vision devices were used in combat for the first time during the Vietnam War.
Improved technology developed shortly after the war led to smaller, less bulky night vision devices with better resolution. These more reliable instruments were called "Generation 2." The United States military continued to develop and refine night vision technology during the 1970s and 1980s, fitting weapon sights with night vision targeting devices and training pilots in night vision goggles. Passive Generation 2 devices were able to produce a good visible image in very low light situations.
"Generation 3" technology was developed in the late 1980s. These new night vision devices used gallium arsenide for the photo cathode material inside the image intensifier tube. This produced better resolution even in extremely low light situations. United States forces used night vision devices extensively in the Persian Gulf War, where the technology allowed troops to see not only in the dark but through dust and smoke as well. By the late 1990s, the Department of Defense had reduced its funding for night vision development, and some manufacturers began searching for consumer markets for the gear. Individuals may buy night vision devices in the United States, but their export is still restricted.
Raw Materials
The image intensifier tube, which is the main working component of a night vision device, is made up of millions of hair-fine fibers of optic glass. The glass used is a particular formula that preserves its desired characteristics when heated and drawn. Optical quality glass is used for the eyepiece and output window. (The output window is an ocular lens, like the eyepiece of traditional binoculars.) Other materials used in the image intensifier tube are phosphor and gallium arsenide. The tube body is composed of metal and ceramic, and the metals used may be aluminum, chromium, and indium.
Design
Passive night vision devices work by sending light through a lens, an image intensifying tube, and another lens. Light enters through a lens called the objective lens, which is similar to a fine camera lens. The lens focuses the light into the image intensifier tube.
The tube is the most complex piece of the night vision device. It is handmade to exact specifications. The tube is a vacuum tube with a photo cathode, a power source, a microchannel plate, and a phosphor screen (the screen emits light when excited by electrons). The cathode absorbs light (photons) and converts the photons into electrons. The electrons are multiplied thousands of times as they pass down the tube, by a wafer-thin instrument called a microchannel plate.
A standard microchannel plate is 1 in (25 mm) in diameter and about 0.04 in (1 mm) thick—about the size of a quarter. Incorporated into this plate are millions of microscopic glass tubes, or channels. The latest night vision microchannel plates contain over 10 million channels. These channels release more electrons as the electrons bounce through the tubes. The channels must be uniform in diameter and spacing on the plate in order to produce a clear image. The electrons then hit a phosphor screen. The phosphor screen reconverts the electron image into a light image, and focuses it on the output window.
The entire image intensifying tube may vary in size, but the finished tube can be small enough to fit into a gun sight or into a pair of military goggles. For example, a current product available from ITT is a Generation 3 monocular that is 4.5 in (11 cm) long, 2 in (5 cm) wide, and 2.25 in (5.5 cm) high, including both lenses. The entire instrument weighs 13.8 oz (0.4 kg).
The Manufacturing
Process
The manufacturing process for night vision devices is complex. Over 400 different steps are needed to make the core component, the image intensifier tube. Manufacturers carry out several major process steps simultaneously in different sections of the plant.
- The first major step is making the photo-cathode. The manufacturer may buy preformed rounds of glass for the photo-cathode plate from a subcontractor. Workers drop a wafer of gallium arsenide onto the glass and heat it. This begins to melt the gallium arsenide to the glass.
- Then the part is put into a press, which firmly binds the gallium arsenide substrate.
- Workers then grind and polish the part.
- Meanwhile, the glass microchannel plate is formed using a system known as the two-draw process. This begins with a cast or extruded ingot of special formula glass. The ingot is ground into a rod with a diameter of several centimeters. The rod is fitted into a hollow tube of another type of glass. This is called the cladding. The cladding glass will later be etched away, but it gives the fibers more uniformity in the drawing process.
- Now the glass is drawn for the first time. The ingot is hung vertically at the top of a furnace. The furnace may be several feet tall. The furnace has very fine temperature control, so that different points along its length can be held at different temperatures. The ingot is heated at the top of the furnace to about 932°F (500°C). A globule of glass forms at the bottom of the ingot, like a drip coming out of a faucet. As the globule falls, it pulls down a single strand of glass, about 0.04 in (1 mm) in diameter. This strand cools as it stretches. Farther down the furnace, the strand is gripped on either side by a traction machine, which rolls along the fiber, forming it to the precise desired diameter. Cutters clip the fiber to a uniform length (about 6 in [15 cm] long) and pass it down into a bundler. Several thousand fibers are bundled together into a hexagon. This hexagonal bundle is then drawn for a second time, giving the two-draw process its name.
- The second draw looks much like the first, with the hexagonal bundle suspended at the top of a zone furnace and heated. The fiber is drawn into a hexagonal shape about 0.04 in (1 mm) in diameter. Because the special glass keeps its cross-section properties, the fiber from this second draw is geometrically similar to the larger bundle, with the glass tubes' honeycomb structure still intact, and the whole structure is just reduced in size. (The space between the individual glass tubes has now been reduced to a few hundredths of a millimeter.) The fiber that results from this second draw is also cut and bundled, similar to the first draw.
- The resulting bundle of fibers is heated and pressed under a vacuum, which fuses the fibers together. At this point, the fiber bundle is known as a boule. To make the microchannel plates, the boule is cut at a slightly oblique angle into wafer-thin slices. The slices are ground and polished. The plates are then finished with an acid etch to remove the softer cladding glass. Removing the cladding glass opens channels throughout the plate. Each plate is then coated with nickel-chrome.
- Next, a film of aluminum oxide is set onto both surfaces, so that each channel can carry electrical charge. This finished microchannel plate can vary in diameter depending on its designated use, but the thickness remains at about 0.04 in (1 mm). The standard size for finished microchannel plates is 0.9 in (25 mm) in diameter, but they can be as large as 4.9 in (12.5 cm) in diameter.
- Next, the phosphor screen and tube body are assembled. The screen itself is a small fiber optic disk that may be supplied by a subcontractor. The image intensifier manufacturer must bond the screen to the metal parts that will hold it in the tube, and then apply the phosphor. The screen is dropped into a flange and bonded to it with a ring of a fusable material called frit. Frit is a special glass compound that welds to metal and glass under high heat. Other metal parts are fitted over the screen, making a small, round part. This part is sent on a track through a furnace, which melts the frit, bonding all the components together. After the part is cooled, cleaned, and polished, the phosphor is sprayed or brushed onto the part. A solution of phosphor in water is poured in. The phosphor settles on the screen, and then the water is drained out.
- Workers assemble the tube body by fitting together a series of small metal and ceramic rings. Each ring has a precise function, supporting the different parts that will be loaded into the tube. Insulators and conductors are also added at this time. Some sections of the tube body are made of a soft metal called indium. The assembled tube is run through a furnace, and the indium parts melt and fuse, holding the tube together.
- When all the main components are manufactured, they are loaded by hand into the tube body. This is extremely delicate work done in a special clean room environment—in the clean room facilities, the workers wear laboratory suits, gloves, and the work stations are protected by plastic sheeting. The parts mechanically lock into place. First the microchannel plate is locked into the body. Then workers tack-weld electrodes to the parts that will carry voltage.
-
The partially assembled unit is taken next to a piece of equipment
called the exhaust station. In the exhaust station, air is removed from
the tube, leaving a vacuum. Under the vacuum, the cathode is inserted
into place and activated. Once this is
done, the body, cathode, and screen are pressed together. Under high pressure, indium interfaces between the parts fuse, joining all the elements permanently.
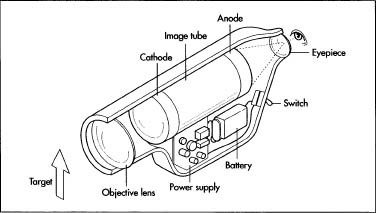 The internal mechanisms of a simple night vision scope. The anode is fluorescent, and will emit light. (The text refers to the fluorescent anode as a phosphor screen.) This scope does not use a microchannel plate to improve the image quality. In a more complex scope, the microchannel plate would be between the cathode and the anode.
The internal mechanisms of a simple night vision scope. The anode is fluorescent, and will emit light. (The text refers to the fluorescent anode as a phosphor screen.) This scope does not use a microchannel plate to improve the image quality. In a more complex scope, the microchannel plate would be between the cathode and the anode. - Next, the image intensifier tube goes through several testing stages to make sure it is activated and working within expected parameters. When the tube is shown to be functioning correctly, workers wire it to its power supply. Then the tube is set into a piece called a "boot," which resembles a simple plastic cup. This boot forms a housing that encapsulates the tube to protect it. The boot is closed and sealed under a vacuum. Now the image intensifier tube is complete. It undergoes several more rounds of testing. The tests may vary depending on the intended use. Thoroughly tested components then move to a final assembly process. Here they are fit into a casing for goggles, gun sights, binoculars, or whatever the end night vision product is.
Quality Control
Quality control at every step of the manufacturing process is essential for the image intensifier tubes to work correctly. Large manufacturers have honed the process so that each step is tested or gauged, and workers are unable to move the part onto the next step if the part has not met the quality control requirements. Manufacturers use sophisticated calibration equipment to measure such things as the diameter of the glass fiber, the thickness of the microchannel plates, and the temperatures in the various furnaces. Materials supplied by subcontractors are checked as they come into the plant. The calibration equipment used for testing is itself tested frequently for accuracy.
The final product is tested in various ways to ensure that each device works as it should. Each device is checked for its visual action. Other tests may show how tough the device is under adverse conditions. Finished night vision devices may be tested for how they respond to shock and vibration, and there may be a drop test. For some military requirements, the devices may be subjected to days of extreme heat and humidity.
Byproducts/Waste
The manufacture of night vision devices can result in some hazardous waste, as many chemicals are used in cleaning and etching. However, some manufacturers have been able to substitute less toxic or nontoxic chemicals for harmful ones, and in general the manufacturing process now is cleaner than it was when the technology was first developed. Image intensifier tubes are expensive and arduous to produce, so manufacturers try to salvage as much scrap as possible. If a tube is built that does not function, it would be disassembled and the parts reused.
The Future
The night vision industry is making itself available to the non-military consumer market. While prices are still high, as demand increases, the price may decrease until the technology is fairly affordable. The technology is already being used by law enforcement and search-and-rescue teams. As the products become more in the price range of consumers, and because the images viewed can be recorded by video cameras or as photographs, more photographers, wildlife watchers, boaters, campers, and many others may begin to use night vision technology in more innovative ways.
Where to Learn More
Books
Palais, Joseph C. Fiber Optic Communications. Upper Saddle River, NJ: Prentice Hall, 1998.
United States Army CECOM. Night Vision and Electronic Sensors Directorate. Fort Belvoir, VA: US Army CECOM, 1997.
Periodicals
Justic, Branco, and Peter Phillips. "Night Vision Scopes." Electronics Now (October 1994): 57.
Lampton, Michael. "The Microchannel Image Intensifier." Scientific American (November 1981): 62-71.
Rhea, John. "The Feedback Loop of Night Vision Devices." Military & Aerospace Electronics (February 2000): 8.
Angela Woodward
Comment about this article, ask questions, or add new information about this topic: