Stereoptic Viewer
Background
The stereoptic viewer is a toy with a relatively simple plastic body, but also a sophisticated lenses for looking at a pair of photographic transparencies mounted, along with six other pairs, in a flat paper reel. Each so-called stereo pair has a photo viewed through the left eyepiece and another viewed through the right. The photos are slightly different. The brain merges the images seen by the eyes to give them depth (also called a three-dimensional or stereo effect).
History
The human urge to see three dimensional (3-D) pictures of the world began with the ancient Greeks. Euclid, the mathematician who established the principles of geometry, proved that the right and left eyes see slightly different views. In the sixteenth century, Jacopo Chimenti, a painter from Florence, Italy, made pairs of drawings—called stereo pairs—that, when viewed together, produced 3-D images. In 1838, Sir Charles Wheatstone patented a stereo viewer that used a complex series of mirrors to look at pairs of drawings. The invention, improvement, and popularity of photography during the period from 1790 to 1840 revived interest in 3-D views because photos can be more easily reproduced than drawings. In 1844, a camera for taking pairs of stereo photographs was created in Germany. Sir David Brewster, the Scottish physicist who also invented the kaleidoscope, used prismatic (mirror-like) lenses to make a compact stereo viewer that became known as the stereoscope.
Sets of stereoscopic slides of the area that was to become Yellowstone National Park were given to members of Congress in 1871, convincing them to approve the first national park. News events were featured on the slide sets, so scenes of the building of the Panama Canal, the World's Fairs in Chicago and St. Louis (1892 and 1904, respectively), and the Great San Francisco Earthquake (1906) could be seen. From 1870 forward, local commercial photographers made slides of stores, farms, and even family gatherings.
The immediate predecessor to the 3-D reel viewer was the filmstrip viewer, developed in the 1920s. The Tru-Vue Company began manufacturing these viewers in 1931 using filmstrips with 14 stereo frames each. Meanwhile, in 1939, William Gruber and Harold Graves invented the View-Master viewer and a system that used reels to hold the stereo photos. Sawyer's, a photofinisher and card manufacturer in Oregon, financed the Gruber-Graves viewer that was introduced in 1940. During World War II, department stores sold the increasingly popular products, and Sawyer's began packaging the reels in three-packs.
Tru-Vue began producing "stereochrome" filmstrips in color in 1951 and acquired the exclusive license to use 3-D images of Walt Disney cartoon characters. Sawyer's bought out Tru-Vue and expanded the reels to include Tru-Vue's Disney characters. In 1966, Sawyer's was purchased by General Aniline & Film Corporation (GAF). Called the View-Master International Group by 1981, the firm bought the Ideal Toy Company and became View-Master Ideal, Inc. (V-M Ideal). In 1989, Tyco Toys bought V-M Ideal. The next merger did not occur until 1997 when Tyco joined Mattel, Inc.; View-Master became a part of Fisher-Price, a Mattel subsidiary.
Raw Materials
The viewer has two basic parts, the viewer itself and the reel with the photographs. The reel also has two primary components, the outside supporting structure and the photos. The outside is paper laminated (layered) with polyethylene film; this patented product is called Lamilux. The paper is delivered to the factory in huge rolls; thousands of reels are stamped from a single roll. Four-color, printed paper labels are also made outside. The labels are backed with adhesive and mounted on rolls; these "crack-and-peel" labels are like self-adhesive postage stamps, and the adhesive remains moveable temporarily and bonds later.
The pictures mounted in the reels are transparencies. A film-processing house mass-produces the transparencies on 16-mm (0.63-in) film.
The viewer is made of three different kinds of plastic. The body is polystyrene, a high-quality plastic that withstands impact, shattering, and other stresses. The advance lever is acetal plastic that is also strong with good dimensional stability and stiffness. The viewer holds four lenses of optical-grade, clear acrylic plastic. Acrylics are also strong and resist change so the lenses remain clear and focused. The three types of plastics are received at the factory in small pellets and are pre-colored.
The viewer contains a metal extension spring that returns the advance lever after each advance of the reel. The extension spring is made of music wire and is a finished part delivered to the factory.
Packaging materials are furnished by outside suppliers and include card and cardboard sheet stock and thin sheets of polyvinyl chloride (PVC) plastic that will be vacuum-formed into "blisters" in the shapes of the products to make display packages. The paper supplier applies heat-sensitive adhesives to the card stock, but printing for packages containing the reel sets is done in the factory.
Design
A representative, basic viewer resembles a small pair of binoculars enclosed in a colorful plastic housing. A slot at the top of the viewer where the focus adjustment for binoculars would be is the opening for the photo reel. A lever extends from the right or the top; it slides down a narrow channel to advance the photo reel and pops back up when the lever is released. The outsides of the lenses on the front of the viewer have looked like recessed binocular lenses. The lens eye openings at the back of the viewer are approximately 0.5 in (1.3 cm) in diameter and are set into eyepieces. The eyepieces are about 1.5-2 in (3—5 cm) in width.
The models of "standard" viewers are typically about 3.5-4 in (9-10 cm) high, 5 in (13 cm) wide including the advance lever, and 3-3.5 in (8-9 cm) deep from the front of the viewer to the user's eyes. The viewers have been made in a variety of colors over the years. Blue and red are the most popular with consumers and have been used the most frequently.
Each reel looks is circular with a ring of photos that are open so they can be seen from both sides. The reels are about 3.5 in (9 cm) in diameter. The coating on the reel is the Lamilux(r) film.
The Manufacturing
Process
Reel assembly
The viewer reel complete with photos is called the reel assembly. Production of the photos and the laminated paper portions of the reel begin separately but meet later in the process. The photos are reproduced in mass quantities from originals. The original is a negative and the reproduction, also on film rather than paper, is a positive transparency.
- At the film processing house, the rolls of 16-mm film are fed through a processing machine. They emerge uncut from the rolls as visible, positive images. Each roll has only one image, but that image is reproduced thousands of times on the roll. It is also either a right or left version of the image, with the versions slightly offset to produce the stereo effect. The large roll of right versions and the companion roll of the left versions are processed at the same time using the same chemicals so the colors will match. The large rolls of identical images are delivered to the viewer maker in cans just like those used to ship movies and are stored until they are needed.
- Production of the laminate reels begins with huge rolls of processed paper. A punch press with dies that the tool design engineers have produced stamps reel shapes out of the paper rolls as they are fed through the press.
- The assembled reels are then printed with descriptions of the photo pairs. Because the assembly machine keeps the reels oriented properly, they are in the correct order for printing captions. After they are printed, they are transferred to the labeling machine, where a pressure-sensitive label is applied to each reel.
- Assembled and labeled reels are packed in cardboard boxes and dispatched to either of two locations in the plant. Single demonstration reels are included with each viewer that is packaged for sale.
- Reels that are part of sets are sent to the reel packaging line. Elsewhere in the plant, cards are printed for the packages containing reels. The supplied card may be die cut with openings to allow plastic blisters to be inserted.
- Package assembly uses a combination of an assembly machine, a conveyor system, and bins supplying packing materials including the preprinted cards with heat-sealing adhesive and clear plastic blister pack. For reel packages, a vacuum-formed blister of clear polyvinyl chloride (PVC) plastic is used to protect the reels and allow them to be easily seen. A blister is loaded through a pre-punched hole in the card that will hold all three reels. The reels rest on their edges and are machine-fed into the blister on the card, the card is folded, and the adhesive is heat-sealed. The packages are boxed for display trays or for display on wire racks in stores and then packed again in "master shippers" for distribution.
Viewer assembly
-
In advance of production of any of the plastic parts, design engineers
make highly detailed molds that are contained in a steel box called a
tool. The tool is a large box that will be lifted into an
injection-molding machine to shape hot liquid plastic into forms that,
when cooled, will be the plastic components of the viewer. The tool has
two halves that can be locked together to mold a part and then opened to
release it.
For the viewer, the tool contains four cavities that look exactly like the front and rear halves of the viewer housing. Two surfaces shape the inside and outside of the rear housing, and the other two are exact images of the inside and outside of the front housing. The outside halves of both front and rear housings are called cavity relief molds, and the inside surfaces are core relief molds. Similar tools for the lenses, reel retainer, and advance lever are designed for manufacture of the viewer.
- To form the housing, pellets of polystyrene plastic are released from their storage hopper into the injection-molding machine that holds the tool for the housing. The machine melts the pellets until they are liquid plastic, then forces the liquid into the cavities in the tool. Both the front and rear halves of the viewer housing are produced from the same tool so the halves will be the same plastic.
- The advance lever and the reel retainer (the internal guide for holding the reels) are also produced by injection molding. Molding of the advance lever and the reel retainer produce thin lines of plastic waste called runners. To finish these parts, the runners are hand-trimmed and recycled. The housings and other parts are moved to the assembly stations where they will be transformed into complete viewers.
- The lenses are injection molded, but the process is different because these critical parts must be of high optical quality. Pellets of clear acrylic plastic are melted and injected into molding tools for the four lenses in the viewer. The time for the mold cycle is two or three times longer than the process for the viewer halves.
-
At the next station, the front housings are positioned exterior sides
down in an assembly machine with fittings to hold them securely in the
machine. A separate plastic part called the diffuser is mounted in the
front housing of the viewer. The diffuser prevents a light source like
the image of a light bulb from showing through the picture.
The machine lays the diffuser flat on the inside face of the front housing in an area sized to hold it by surrounding posts that will be used to lock the two housings together. The positions of the posts keep the diffuser from moving from side to side, and, when the viewer is snapped together, the tight fit of the front and rear housings will prevent the diffuser from moving from front to back.
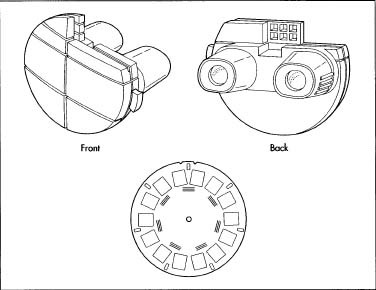 A stereoptic viewer and slide.
A stereoptic viewer and slide. - Molded features that were designed into the housings help to hold the lenses and other internal parts securely. Later, these features will also be used to seal the housing halves together. Assembly of the rear housing illustrates this better than the front housing because four parts (or a pair in the case of the lenses) are attached to the rear housing. Each part is positioned on posts that have been molded into the rear housing. The parts themselves have holes that pair up with the posts, like those in the lenses that must be precisely positioned in the viewer. Holes in the lenses are placed on posts in the rear housing and are "heat-staked" (heated but not to the point of melting or misshaping) in position. The reel retainer (or internal guide) is heat-staked to posts on the rear housing. A hole in the advance lever (a moving part) is only slid onto its housing post. Loop-like ends of the spring are pulled over a hook-shaped post on the housing and wired through a hole in lever. As an added means of keeping these internal parts in place, the matching hole and post moldings (called "bosses") in the front and back housings will prevent the parts from moving off of their posts when the housing is closed.
- The front housing, with the diffuser in place, is loaded on the posts of the rear housing and pressed together. These posts and holes are called "bosses" to differentiate them from those supporting the lenses and internal parts of the viewer. The bosses fit together tightly, and, when the halves are pressed together under high pressure, the grip of the holes on the posts is as strong as any glue. Engineers describe this process as "interference fitting." It capitalizes on physical properties of the plastic (such as friction value), dimensions of the objects (the precise sizes and shapes of the bosses), and applied properties (mechanical pressure) to make the housing halves snap together but not loosen or pull apart.
- The completed viewers are ready to be packaged and are moved to the packing assembly line. This assembly line is not machine-fed or autofed like the packaging for the reels but is staffed with employees called operators. The operator inserts a demo reel into the viewer, advances the reel, and cycles through all the views as a final check of the operation of the viewer and the quality of the lenses.
- The operator fills a tray with four viewers. Blisters are dropped in the tray, and the worker positions each viewer, with the advance lever exposed, face down in a blister in the face of one of the four packages. Posts on the tray help position the cards that form the backs of the packages square to the blisters. When a tray is full, the operator shuttles the tray into the sealing machine. A plate inside the machine drops down and seals the four packages using heat and pressure. When the plate lifts from this tray, a worker on the other side of the machine inserts another full tray into the machine, and the first of the two is shuttled back out. The process is continuous.
- Packages are boxed in different containers that give stores options for displaying the packages on racks, in cardboard trays, or in larger boxes. A number of smaller containers are packed in master shippers, and each large box also serves as a master shipper.
Quality Control
Quality control steps begin during conceptualization and design of a new product or part, redesign, and trials of new materials. During the first run of a new product such as a viewer, tests are done in the manufacturer's laboratory and include operation of the viewer and drop tests. The viewer must work 10,000 times for the product to be accepted. Each drop test includes 14 different drops, with one drop on each side and each corner of the viewer. If the lever breaks off, for example, the design and materials are modified to correct the faulty part.
Quality control throughout manufacturing is part of a product integrity process that is mandated the manufacturer. During assembly of the reels, the positions of the film chips in the reels are critical to producing the 3-D effect. A machine checks the images, and, if the alignment is incorrect, the reel is rejected. The machine operators are responsible for confirming quality and rejecting products throughout the reel assembly process. During production of the viewer parts, some machines are instrumented to provide continuous feedback on operating temperatures, pressures, and other parameters. During viewer assembly, quality checks range from simply looking through lenses to confirm that they are clear to measuring dimensions with precision instruments and comparing the measurements with those in design drawings and specifications.
Byproducts/Waste
Viewer manufacture is largely free of waste. Plastic parts like the mold runners are recycled back into the injection-molding machine, reground, and used to form other parts. Plastic of different colors can be blended; the red and blue wastes from the viewers are mixed with other colors to make black plastic for other products. Acrylic for the lenses is an exception. It cannot be reground for use in future lenses, but it can be recycled for other acrylic parts. Other wastes are minor considerations. Dust, for example, is routinely vacuumed or sucked away from specific operations by exhaust systems.
The Future
The future of the stereoptic viewer is secure despite apparent competition from computers and other high-tech, rapid operation toys. Public interest, as well as company commitment, is a strong motivator for improving products and developing dynamic new product lines. View-Master's sales have tripled since the last change in ownership in 1997. Because designs of viewers and reels are well established, the major channels of change will be new processes and materials and availability of film, cartoon, and other entertainment properties that can be licensed.
Appeal to collectors is also a key to a stable future. Stereoptican viewers sold for about $2,500 in the late 1980s. Viewers and reel sets are highly collectible, and early viewers sold for $100 with sets of reels priced from $5 to $100, also in the late 1980s.
Where to Learn More
Books
Sell, Mary Ann, and Wolfgang Sell. View-Master Viewers — An Illustrated History 1939-1994. Mission Viejo, CA: Berezin Stereo Photography Products, 1995.
Sommer, Robin Langley. I Had One of Those: Toys of Our Generation. New York: Crescent Books, 1992.
Other
Baird, Keith. A Look at View-Master History. December 2001. < http://www.3dstereo.com/vmhist.html >.
History of View-Master(r). Press packet, Fisher-Price, Inc., 1999.
International Stereoscopic Union Web Page. December 2001. < http://www.stereoscopy.com/isu >.
Gillian S. Holmes
Comment about this article, ask questions, or add new information about this topic: