Videotape
Background
Videotape is an integral component of the video technology that has profoundly impacted the media and home entertainment industries. First controlled by the television industry, videotape and video technology are now widely available to the private sector and have led to significant changes in the way that information is distributed and entertainment is created.
Videotape is all about magnetic recording. First introduced commercially in 1956, magnetic recording was a relatively new technology. Videotape and all other forms of recording tape are the same in that they are magnetic. Videotape, in fact, is very similar in composition to audiotape. Most videotapes consist of a layer of tiny magnetic particles applied to Mylar, a strong, flexible plastic material. About a billion magnetic particles cover a square inch of tape and function like microscopic bar magnets. When the tape passes over an electromagnet, information is recorded and played back.
The magnetic particles are the most important part of the tape, as they are responsible for picking up and carrying the video signal. Particle size, composition, density, and distribution determine the quality of a tape. During the manufacturing process, the particles are arranged in the tape's coating. During the recording process, video heads arrange the particles into patterns dictated by the changing voltage of the video signal. When the tape is played back, the patterns are picked up by a playback head and become the video image.
History
The first video recording tapes were rust covered with paper backing. The first video recording machines recorded signals on a thin metal wire. When it was discovered that magnetic videotape produced better results, magnetic recorders were built. Some of the early machines used small electromagnets that magnetized iron alloy wire as it passed between spools while crossing over the electromagnet.
Magnetic tape proved easier to work with because it does not curl or bend like wire, At first, metal oxides like iron were powdered and applied to the tape. Magnetic particles in early videotapes were relatively large. While this made the manufacturing process easier, the size of the particles limited the effectiveness of the tapes. Later, cobalt was added to particles to improve their magnetic properties.
When researchers explored ways to reduce the size of the particles, they discovered that smaller particles resulted in a better tape. However, smaller particles proved more difficult to disperse in the binding material during the manufacturing process. Binding material is a liquid mix of ingredients that later harden and give structure to the magnetic layer of the tape. Researchers later focused on better binder formulations and application techniques and significantly improved videotape quality.
In 1951, Bing Crosby Enterprises conducted one of the first demonstrations of magnetic videotape recording. However, the poor speed of the first videotape made it commercially impractical. Still, the benefits of videotapes were immediately recognized. Potential advantages included improved broadcast quality, reusable tapes and less expensive production costs.
In 1956, the Ampex company introduced the first practical videotape machine. This first model was a large reel-to-reel machine that used four record heads and two-inch wide tape. Obviously, this invention attracted the interest of the television broadcasting industry and, on November 30, 1956, CBS became the first network to broadcast a program using videotape.
A major innovation was introduced in 1969, when Sony presented its EIAJ-standard, three-quarter-inch U-Matic series, the first videocassette system to become widely accepted. The videocassette was a vast improvement on the reel-to-reel format and had a profound effect on the video field.
In the early 1980s, Sony became the first company to establish a consumer market for the videocassette system with its Betamax format. Other manufactures soon followed, and the VHS system introduced by JVC, with its 0.5-in (1.3 cm) tape, soon dominated and continues to dominate the market. In 1984, Kodak and General Electric introduced the eight-millimeter video recorder, or camcorder. In 1995 digital videotape was introduced. Digital recording resulted in less background noise and less degradation of picture and sound quality.
The introduction of digital tape coupled with the emergence of the Digital Video Disc (DVD), led many to believe the days of the standard videocassettes were numbered. However, in 2001, it was estimated that 90% of households had VCRs while only 10% had DVD players. With new advances in tape manufacturing, as well as a consumer preference for videotapes, it seems it will take a long time for videotape to go the way of the dinosaur.
Raw Materials
Today's magnetic tape is composed of three main layers: the base film, the magnetic layer, and the back coating. The base film provides the physical support and main strength of the tape. Base film consists mostly of Polyethylene terephthalate (PET) because it is durable and resistant to stretching. The magnetic layer determines the tape's magnetic properties. It is composed of magnetic powders, ranging from lower strength iron oxides to high-energy metal particles, that determine the tape's magnetic properties; binders that provide structure to the layer, including polymers, adhesives, lubricants, cleaners, solvents, dispersion agents and static controlling compounds; additives, such as carbon black, that enhance tape properties; and lubricants, that decrease friction and wear. The back coating, which is made up of lubricants, enhances the tape's durability and performance.
Design
No two tape manufacturers employ the exact same videotape manufacturing process. Each manufacturer uses its own materials and variations on the process to gain an edge over competitors. However, the basic manufacturing process is the same for all companies. Essentially, manufacturing videotape involves taking a roll of clear plastic sheeting, painting it with a mixture of binding material and magnetic particles, baking it in an oven until this "paint" dries, and cutting the wide plastic roll into thin strips that are wound onto reels. The magnetic particles that coat a videotape are needle-shaped. This allows them to be tightly packed onto the tape surface. The greater the magnetic density, the better the tape. The best tapes use smaller particles packed in greater concentration.
The Manufacturing
Process
The manufacturing process, according to Sony, one of the major videotape producers, is a multi-stage process that includes mixing, coating, calendaring, slitting, and finishing.
- The first step, mixing, involves creating the magnetic layer, or "paint," that will coat a tape. The magnetic powder is first pre-mixed with solvents and dispersants, typically polyurethane, that keep the powder from floating on top of the solvent. The mixing process starts with the powder being dispersed by large planetary mixers in large, metal tanks. When the magnetic material is dispersed, the binders, additives, and lubricants are added and mixed. The paint is then passed automatically onto the milling stage, when it is milled, or rolled, by large rollers. This creates a shearing action that prevents agglomerations from forming in the paint.
- In the second step, the coating stage, the magnetic paint is applied to the base film in a continuous process that starts when large rolls of the base film are fed into a machine called a coater. The coater is 120 ft (36.6 m) long and uses 400 kw of power. The film is drawn by six motors through the coater at low tension. At the start of the process, the tape enters the head end of the coater, which is called the un-wind end. New rolls are automatically spliced on when the coater senses the end of a roll. A mechanical device called a flying splice attaches the new roll of base film, cutting off the end of the old, while the rolls are in motion. (The device is called a flying splice because the splice can be made "on the fly" while the process continues operating.)The coater heads stops painting the film until the new splice goes through.
- The coater head applies the magnetic layer to the base film. Computers monitor and control the process, so that a thin, even layer of magnetic paint can be applied without defects. The thin layers are measured in submicrons, or millionths of a meter. The coating method most often used is called extrusion. In this process, the paint is applied to the film as it is blown out, by pressure, through a small opening. As the base film passes over the extruded paint, the paint sticks to the surface of the base film in a smooth layer.
- After coating, the still-wet tape is automatically passed through a strong magnetic field which physically orients the magnetic material in a newly coated layer. At first, the particles are randomly arranged on the binder. As the physical alignment is important for the most effective magnetic recording, the particles are then oriented in the same direction. This is accomplished by passing the tape through the magnetic field as the binder hardens. The more uniform the dispersion and orientation of the particles, the better the tape will perform. The magnetic layer is now ready to be dried.
- Drying fixes the now-oriented particles before they can change position. During drying, solvents used for mixing are evaporated and recovered. The tape's magnetic layer is stabilized. When the drying is complete, the tape passes through an X-ray scanner that checks the evenness of the newly applied layer.
- After the drying and scanning, the tape is wound back onto large rolls measuring up to 4 ft (1.2 m) in width and over a 1,000 ft (305 m) long. Like the flying splice that started the process, a slit is made in the tape and the new roll automatically starts windup. The tension of the tape is held steady during coating. As the newly wound roll gradually increases in size, the speed of the wind is gradually decreased to keep the tension even from start to finish.
- The third step involves a process called calendaring. At this point, the space between the magnetic particles has not completely set. Therefore, it is possible to minimize this space by the calendaring process, which involves compacting the layer that has just been formed between steel rollers and elastic rollers. This increases the packing density of the magnetic particles to maximize the tape's magnetic density, and it smoothes the surface of the magnetic layer, which provides better tape-to-head contact. During the process the tape is automatically fed through a series of the rollers. The steel rollers make contact with the tape's magnetic side and the elastic rollers make contact with the back of the tape, a method that creates an even pressure across the film. After this process, the tape's final surface characteristics and thickness are set. The tape is now ready to be slit.
-
Before being loaded into cassettes, the tapes are slit to the width
determined by its format. Commonly used tape formats include 0.5 in (1.3
cm), 0.75 in (1.9 cm), or 1 in (2.5 cm). The tape is spliced onto a
slitter comprised of two sets of blades. As the tape is drawn through
the slitter, the blades cut the tape into the desired width. The
slitting is a very precise process and it is critical to the quality of
the tapes. The process is usually monitored by lasers to detect defects
such as folds or pinholes. The tape is slit within microns of the
desired width to insure smooth operation in a VCR or camcorder. A poorly
slit edge can shed oxide, base film and back-coated particles. After the
tape is slit, it passes over a cleaning wipe that removes any debris
accumulated during the process. The tape is then wound onto long
"pancake" rolls, which resemble rolls of movie film. The
tape is now ready for the finishing stage, when it will be loaded into
cassettes.
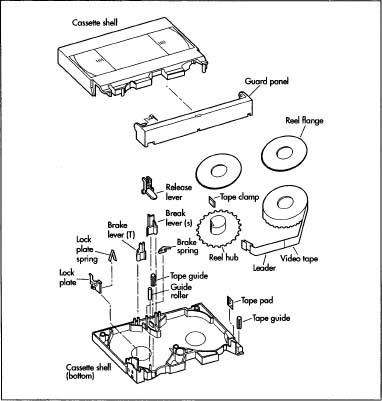 The components of a video cassette.
The components of a video cassette. - In the finishing stage, the tape cassettes are produced. The cassette shells themselves are created from melted plastics that are placed in a metal cavity, or mold, and formed into the top and bottom halves of the shells. These halves are held together by five screws. Components of the videocassette shells include two spools that hold the tape itself; a moving, spring-loaded door that houses the tape safely inside the shell; stainless steel pins and rollers that protect the tape itself against scratches; low-friction rollers that guide the tape during recording or playback; anti-static leader that prevents buildup of dust; and two, spring-loaded locks that prevent the tape from rolling around inside the shell. The empty cassette shells have hubs with leader attached. The leader is automatically spliced to the pancake rolls, which are placed on an in-cassette loading machine that spools a measured amount of tape into the cassette. Next, the loaded cassettes are assembled with packing inserts and placed in protective sleeves. Finally, the cassettes are packaged and boxed for shipment.
Byproducts/Waste
At some manufacturing plants, during production, the solvent used in the coating process is recovered and purified and then used again in the manufacture of more tapes. The solvents are evaporated in dryers that use air currents. This creates a mixture of air and solvent that is carried through pipes to a solvent recovery station. At this station, the solvent and air are separated. The solvent is then distilled and stored for use.
Quality Control
Generally, quality control is continuous throughout the manufacturing process.
Computers, x rays, and lasers are used to monitor various stages. Ingredients are also tested. At Sony, before the manufacturing begins, ingredients are checked by the quality control lab against specifications in the tape's formulation. Oxide and metal particles are checked for evenness and size. Magnetic "footprints" are tested to make sure they conform to magnetic characteristics. Binders and lubricants are checked for purity. The polyester base film is checked for consistency and strength.
The Future
Recent advances in technology and manufacturing are making even better tapes possible and are pointing the way to the future. By the turn of the new century, most of the tapes people have been using were oxide tapes. The active magnetic coating has been some form of oxidized metal. Tapes made with coatings of pure metal, or metal evaporated tape, have proven superior. In making metal evaporated tape, manufactures employ a different process to deposit magnetic particles. Instead of the magnetic particles being carried in a binder and painted onto the tape, they are vaporized from a solid and deposited onto base film. An electronic beam heats metal to thousands of degrees inside a vacuum chamber. The metal then vaporizes and adheres to a specially prepared base film. A protective coating is applied to this magnetic layer. The result is a smooth, thin, densely packed film of pure magnetic particles. Because no binder is used, the particles mesh with a density that approaches solid metal. The Sony corporation led the way with this new process with its Advanced Metal Evaporated, or AME, process. This kind of tape represents a relatively new technology, and its full potentials await to be tapped.
Where to Learn More
Books
Alldrin, L., et al. The Computer Videomaker Handbook. 2nd ed. Boston: Focal Press, 2001.
Nmungwun, A. Video Recording Technology: Its Impact on Media and Home Entertainment. New Jersey: Lawrence Erlbaum Associates, 1989.
Heller, N., and T. Bentz. The Great Tape Debate: Evolution of the New Video Format. New York: Knowledge Industry Publications, 1987.
Other
Stoffel, T. Videotape Systems Theory Web Page. December 2001. < http://www.lionlmb.org/quad/theory.html >.
Web Page. December 2001. < http://www.mtc-open.net >.
Dan Harvey
Comment about this article, ask questions, or add new information about this topic: