Coin
History
Human civilizations have long used metals as a medium for exchange. In addition to their long-lasting properties, metals lend themselves easily to melting and casting. As early as 1000 B.C. , the Chinese were using a type of metal token to represent payment. These artifacts have been labeled "spade" and "key" money because of their resemblance to a digging tool and to the modern-day Yale key. Both types bore denominations and were cast from molds. Although the ancient Egyptians did not mint coins, gold weights and rings were used to trade for products and services.
The first record of Western coins did not occur until 700 B.C. , in western Asia Minor. Evidence of coins made from a naturally occurring alloy of gold and silver called electrum were found in the foundation of the temple to Artemis at Ephesus on the banks of the Aegean Sea. King Croesus of Lydia, who ruled from 560 to 546 B.C. , has been credited with creating a bi-metallic system of pure gold and pure silver coins. These early coins typically carried imprints of animals, such as bulls, birds, insects, or mythical creatures. Engravings of vegetables were also popular. Imprints were stamped on one side of the coins with a tool bearing that particular design. Coin design was elevated to an art form during this period, and elaborately imprinted coins were afforded a high status. Many Greek cities vied for the distinction of having the most beautifully designed coins.
Alexander the Great built mints throughout his kingdom, from Macedonia to Babylon. He instituted uniform weights and types. It was during Alexander's reign that the coin portrait rose to popularity. Rulers, gods, and goddesses were the portraits of choice. By the fourth and fifth centuries A.D. , engravers in Italy, and particularly in Sicily, were generally recognized as the experts in coin design. So revered was their skill that the engravers began signing their work.
Before the advent of the Industrial Age, the striking of coins was accomplished manually. A round blank of metal was placed over an anvil that had been fitted with an imprinted die. Another die was affixed to a pestle, which was then placed on top of the blank. The coin maker held the pestle in place with one hand and then brought a two-pound hammer down on top of the pestle. Remarkably, this resulted in seven tons of pressure, which forced impressions into both sides of the blank. The high relief typical of early Greek coins sometimes required two or three blows to achieve the desired effect. Heating the blank before striking often reduced the number of required strikes. This method allowed one coin to be struck every two seconds.
Raw Materials
Each country institutes strict guidelines for the composition of its currency. The outside vendors who provide the metal or "stock" to the mint must follow these guidelines to the letter. Originally, the U.S. penny (or cent) was composed of 95% copper and 5% zinc. In 1982, this composition was changed to a copper-plated zinc. A zinc alloy with traces of copper constitute the core of the coin, while the outer surface is electroplated with copper. Five-cent coins are composed of cupronickel, an alloy of
In the factories of the outside vendors, the metal alloys are melted in furnaces and poured into rectangular molds. When the stock cools, it is rolled under pressure to the appropriate thicknesses. The rolling process causes the stock to harden excessively, requiring the application of a process called annealing. In this process, a series of heatings and coolings softens the stock and brings it to the consistency needed for shaping and stamping. The rectangular sheets of metal are cut into strips approximately 13 inches (33 cm) wide and 1,500 feet (457 m) long, and then rolled into coils. The mints purchase the coils according to their needs.
The Manufacturing
Process
Molding and engraving the master hub
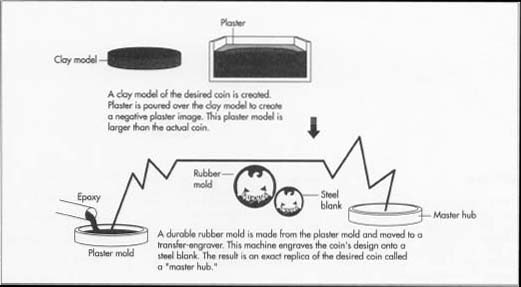
- 1 When a new coin has been commissioned, sculptors employed by the mint develop a set of sketches. When one particular sketch has been approved and refined, the sculptor creates a clay model. The model can be anywhere from three to twelve times larger than the actual coin.
- 2 Plaster is poured over the clay model to create a negative, or reverse, plaster model. The words of the inscriptions are carved into the plaster in reverse. The sculptor repeats this process several times until the plaster model is perfect.
- 3 Next, a durable rubber mold is made by pouring epoxy into the plaster mold. The epoxy mold is mounted onto a transferengraver. At one end of the transfer-engraver, a stylus traces the epoxy mold. As the stylus moves, a ratio bar in the middle of the engraver reduces the design to the actual coin size. This reduced size is communicated to a carbide tool at the opposite end, which then cuts the design into a steel blank. The result is a positive replica called a "master hub." The sculptors examine the master hub and remove any imperfections.
Creating the working dies
-
4 Heat-treated metal is placed under a computerized lathe, where it is
smoothed
and polished into a precisely measured blank die. The master hub is pressed into the die. The result is called the "master die." The master die is used to create working hubs and working dies. The master hubs and dies are then placed in storage.
Punching out the blanks
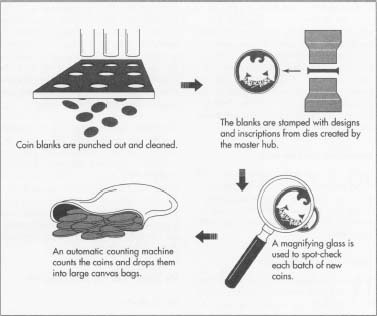
- 5 The appropriate coil of metal is fed through a blanking press, which punches out round disks corresponding in size to the coin to be minted. The blanks are cut at a speed of 400 strokes per minute. The leftover scraps of metal are shredded and recycled for future use.
Annealing and pickling the blanks
- 6 The blanks are subjected to another annealing process and then placed in industrial washing machines and dryers. The lubricants used in these various processes cause the blanks to become stained and oxidized.
- 7 The blanks are next placed into revolving tubs or barrels filled with an acidic pickling agent. As the blanks are tossed together in the tubs, they become burnished.
Sorting and weeding the blanks
- 8 The blanks are sifted through a "riddler," a metal sheet fitted with holes that match the exact size of the particular coin to be minted. In this manner, misshapen and odd-sized blanks are weeded out.
Striking the coins
-
9 The perfect blanks are carried by conveyer belt to the coining press,
where they are stamped with designs and inscriptions. A steel collar is
inserted into the press around one of the dies. The die for the reverse
side is loaded into the upper arm of the press. Hundreds of tons of air
pressure push the blank into the collar. At the same time, the overhead
die is forced down into the collar and onto the blank. The impact causes
the impressions to form on both sides of the blank. The press releases
the newly minted coin, and it moves along a conveyer belt to the
inspection line.
In some instances, the collar has grooves to make the ridged edges on the coin. Otherwise, the grooves are made after the striking process, on a tool called an upsetting mill. The size of the press varies from single capacity to ones that stamp four coins simultaneously. Single-striking presses generally stamp 400 coins per minute, with pressure loads up to 180 tons. Multiple presses can crank out 120 coins per minute under 250 tons of pressure.
Inspecting and sorting
- 10 The press operator spot-checks each batch of new coins with a magnifying glass. The coins move through another riddler that sorts out blanks that have become misshapen or dented during the striking process.
Counting and bagging
- 11 An automatic counting machine spits I out a predetermined amount of coins and drops them into large canvas bags. The bags are sewn shut, loaded onto pallets, and then moved by forklift trucks to storage vaults.
Quality Control
Inspections are carried out at many points throughout the engraving and manufacturing process. Alloys are analyzed using xray fluorescent spectrometers or chemical processes. The surface condition of the blanks is checked frequently for maximum center line average. The diameters of the blanks are measured with gauges such as micrometers. Weights are controlled by weighing a specific number of coins against a standard weight plus a pre-determined allowance.
The Future
In the mid-1990s, the U.S. made preparations to join other industrialized countries in the use of a dollar coin instead of a paper bill. Although backers point to the savings that the switch would bring, and environmentalists extol the virtues of phasing out the dollar bill, traditionalists see the dollar bill as a well-entrenched symbol of the United States. Unions and trade associations representing the paper industry also voiced opposition to the new coin.
Elimination of the penny has also gained support in recent years. Ironically, the American public's view of the penny as worthless has caused millions of people to stockpile them in jars and boxes at home, to be traded in for larger denominations at a later date. This has led to a shortage of pennies in the commercial arena. Decisions about eliminating coins are intensely political, attesting to the continuing symbolic power of the metallic coin.
Where To Learn More
Periodicals
"The Art of Money." The Economist, January 15, 1994, p. 91+.
Georges, Christopher. "House Republicans, Believing Change is Due, Consider Plan to Insert Coin in Place of $1 Bill." The Wall Street Journal, April 18, 1995, p. A22.
"Noncents." The New Republic, August 8, 1994, p. 7+.
Other
How Coins Are Designed and Produced. The Department of the Treasury, United States Mint, Philadelphia, Pennsylvania, June 1992.
U.S. Mint: Its History and Coinage. The Department of the Treasury, United States Mint, Philadelphia, Pennsylvania.
— Mary F. McNulty
Comment about this article, ask questions, or add new information about this topic: