Disposable Diaper
Background
A disposable diaper consists of an absorbent pad sandwiched between two sheets of nonwoven fabric. The pad is specially designed to absorb and retain body fluids, and the nonwoven fabric gives the diaper a comfortable shape and helps prevent leakage. These diapers are made by a multi-step process in which the absorbent pad is first vacuum-formed, then attached to a permeable top sheet and impermeable bottom sheet. The components are sealed together by application of heat or ultrasonic vibrations. Elastic fibers are attached to the sheets to gather the edges of the diaper into the proper shape so it fits snugly around a baby's legs and crotch. When properly fitted, the disposable diaper will retain body fluids which pass through the permeable top sheet and are absorbed into the pad.
Disposable diapers are a relatively recent invention. In fact, until the early 1970s mothers had no real alternative to classic cloth diapers. Cotton diapers have the advantage of being soft, comfortable, and made of natural materials. Their disadvantages include their relatively poor absorbency and the fact that they have to be laundered. Disposable diapers were developed to overcome these problems. The earliest disposables used wood pulp fluff, cellulose wadding, fluff cellulose, or cotton fibers as the absorbent material. These materials did not absorb very much moisture for their weight, however. Consequently, diapers made from these materials were extremely bulky. More efficient absorbent polymers were developed to address this issue.
Since the 1970s, disposable diaper technology has continued to evolve. In fact, nearly 1,000 patents related to diaper design and construction have been issued in the last 25 years. Today's diapers are not only highly functional, they include advanced features such as special sizing and coloring for specific gender and age, color change indicators to show when the child is wet, and reattachable VelcroTM-type closures. These innovations have enabled disposables to capture a large share of the diaper market. In 1996, disposable diaper sales exceeded $4 billion in the United States alone. Proctor and Gamble and Kimberly Clark are the two largest brand name manufacturers, and their sales account for nearly 80% of the market. Private label manufacturers that produce store brands and generic diapers account for most of the remaining 20%.
Raw Materials
Absorbent pad
The single most important property of a diaper, cloth or disposable, is its ability to absorb and retain moisture. Cotton material used in cloth diapers is reasonably absorbent, but synthetic polymers far exceed the capacity of natural fibers. Today's state-of-the-art disposable diaper will absorb 15 times its weight in water. This phenomenal absorption capacity is due to the absorbent pad found in the core of the diaper. This pad is composed of two essential elements, a hydrophilic, or water-loving, polymer and a fibrous material such as wood pulp. The polymer is made of fine particles of an acrylic acid derivative, such as sodium acrylate, potassium acrylate, or an alkyl acrylate. These polymeric particles act as tiny sponges that retain many times their weight in water. Microscopically these polymer molecules resemble long chains or ropes. Portions of these chemical "ropes" are designed to interact with water molecules. Other parts of the polymer have the ability to chemically link with different polymer molecules in a process known as cross linking. When a large number of these polymeric chains are cross linked, they form a gel network that is not water soluble but that can absorb vast amounts of water. Polymers with this ability are referred to as hydrogels, superabsorbents, or hydrocolloids. Depending on the degree of cross linking, the strength of the gel network can be varied. This is an important property because gel strength is related to the tendency of the polymer to deform or flow under stress. If the strength is too high the polymer will not retain enough water. If it too low the polymer will deform too easily, and the outermost particles in the pad will absorb water too quickly, forming a gel that blocks water from reaching the inner pad particles. This problem, known as gel blocking, can be overcome by dispersing wood pulp fibers throughout the polymer matrix. These wood fibers act as thousands of tiny straws which suck up water faster and disperse it through the matrix more efficiently to avoid gel blocking. Manufacturers have optimized the combinations of polymer and fibrous material to yield the most efficient absorbency possible.
Nonwoven fabric
The absorbent pad is at the core of the diaper. It is held in place by nonwoven fabric sheets that form the body of the diaper. Nonwoven fabrics are different from traditional fabrics because of the way they are made. Traditional fabrics are made by weaving together fibers of silk, cotton, polyester, wool, etc. to create an interlocking network of fiber loops. Nonwovens are typically made from plastic resins, such as nylon, polyester, polyethylene, or polypropylene, and are assembled by mechanically, chemically, or thermally interlocking the plastic fibers. There are two primary methods of assembling nonwovens, the wet laid process and the dry laid process. A dry laid process, such as the "meltblown" method, is typically used to make nonwoven diaper fabrics. In this method the plastic resin is melted and extruded, or forced, through tiny holes by air pressure. As the air-blown stream of fibers cools, the fibers condense onto a sheet. Heated rollers are then used to flatten the fibers and bond them together. Polypropylene is typically the material used for the permeable top sheet, while polyethylene is the resin of choice for the non-permeable back sheet.
Other components
There are a variety of other ancillary components, such as elastic threads, hot melt adhesives, strips of tape or other closures, and inks used for printing decorations.
The Manufacturing
Process
Formation of the absorbent pad
-
1 The absorbent pad is formed on a movable conveyer belt that passes through a long "forming chamber." At various points in the chamber, pressurized nozzles spray either polymer particles or fibrous material onto the conveyor surface. The bottom of the conveyor is perforated, and as the pad material is sprayed onto the belt, a vacuum is applied from below so that the fibers are pulled down to form a flat pad.
At least two methods have been employed to incorporate absorbent polymers into the pad. In one method the polymer is injected into the same feed stock that supplies the fibers. This method produces a pad that has absorbent polymer dispersed evenly throughout its entire length, width, and thickness. The problems associated with method are that loss of absorbent may occur because the fine particles are pulled through the perforations in the conveyor by the vacuum. It is therefore expensive and messy. This method also causes the pad to absorb unevenly since absorbent is lost from only one side and not the other.
A second method of applying polymer and fiber involves application of the absorbent material onto the top surface of the pad after it has been formed. This method produces a pad which has absorbent material concentrated on its top side and does not have much absorbency throughout the pad. Another disadvantage is that a pad made in
this way may lose some of the polymer applied to its surface. Furthermore, this approach tends to cause gel blocking, since all the absorbent is on the outside of the pad. The moisture gets trapped in this outer layer and does not have a chance to diffuse to the center. This blockage holds moisture against the skin and can lead to discomfort for the wearer.
These problems are solved by controlling the mixture polymer and fibrous material. Multiple spray dispensers are used to apply several layers of polymer and fiber. As the fiber is drawn into the chamber and the bottom of the pad is formed, a portion of the polymer is added to the mix to form a layer of combined polymer and fiber. Then more pure fiber is pulled on top to give a sandwich effect. This formation creates a pad with the absorbent polymer confined to its center, surrounded by fibrous material. Gel blockage is not a problem because the polymer is concentrated at core of pad. It also solves the problem of particle loss since all the absorbent is surrounded by fibrous material. Finally, this process is more cost effective because it distributes the polymer just where it is needed.
- 2 After the pad has received a full dose of fiber and polymer, it proceeds down the conveyor path to a leveling roller near the outlet of the forming chamber. This roller removes a portion of the fiber at the top of the pad to make it a uniform thickness. The pad then moves by the conveyor through the outlet for subsequent operations to form the competed diaper.
Preparation of the nonwoven
-
3 Sheets of nonwoven fabric are formed from plastic resin using the meltblown process as described above. These sheets are produced as a wide roll known as a "web," which is then cut to the appropriate width for use in diapers. There is a web for the top sheet and another for the bottom sheet. It should be noted that this step does not necessarily occur in sequence after pad formation because the nonwoven fabrics are often made in a separate location. When the manufacturer is ready to initiate diaper production these large bolts of fabric are connected to special roller equipment that feeds fabric to the assembly line.
- 4 At some point in the process, stretched elastic bands are attached to the backing sheet with adhesive. After the diaper is assembled, these elastic bands contract and gather the diaper together to ensure a snug fit and limit leakage.
Assembly of the components
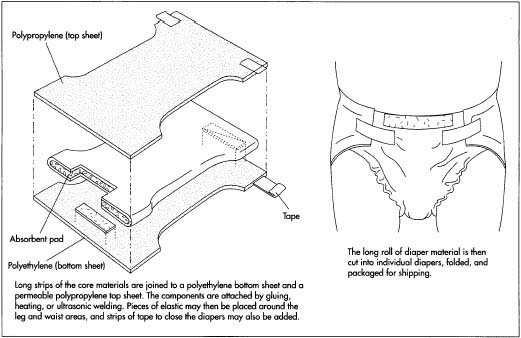
- 5 At this point in the process there are still three separate components, the absorbent pad, the top sheet, and the backing sheet. These three components are in long strips and must be joined together and cut into diaper-sized units. This is accomplished by feeding the absorbent pad onto a conveyor with the polyethylene bottom sheet. The polypropylene top sheet is then fed into place, and the compiled sheets are joined by gluing, heating, or ultrasonic welding. The assembled diaper may have other attachments, such as strips of tape or Velcro ™ , which act as closures.
- 6 The long roll is then cut into individual diapers, folded, and packaged for shipping.
Byproducts/Waste
Diaper production does not produce significant byproducts; in fact the diaper industry uses the byproducts of other industries. The absorbent polymers used in diaper production are often left over from production lines of other chemical industries. The polymer particles are too small for other applications, but they are well suited for use in diapers. In diaper production, however, considerable amounts of both nonwoven material and polymer particles are wasted. To minimize this waste, the industry tries to optimize the number of diapers obtained from every square yard (meter) of material. Furthermore, every attempt is made to recover the excess fiber and polymer material used in the forming chamber. However, this is not always possible due to clogging of filters and other losses.
Quality Control
There are several methods used to control the quality of disposable diapers, and most of these relate to the product's absorbency. One key is to make sure the polymer/fiber ratio in the absorbent pad is correct. Too much variation will impact the diaper's ability to soak up moisture. Industry trial and error has shown that for optimal performance and cost, the fiber to particle ratio should be about 75:25 to 90:10. Even more critical than this ratio are the size and distribution of these particles. It has been established that particles with mass median particle size greater than or equal to about 400 microns work very well with the fibers to enhance the rate at which the fluid is transported away from the body. If the particles vary much outside this range, gel blocking may occur.
There are several standard tests the industry uses to establish diaper absorbency. One is referred to as Demand Wettability or Gravimetric Absorbance. These tests evaluate what is are commonly referred to as Absorbance Under Load (AUL). AUL is defined as the amount of 0.9% saline solution absorbed by the polymers while being subjected to pressure equivalent to 21,000 dynes, or about 0.30 lb/sq in (0.021 kg/sq cm). This test simulates the effect of a baby sitting on a wet diaper. If the diaper has an absorbency of at least 24 ml/g after one hour, the quality is considered acceptable.
Other quality control factors besides absorbency are related to the diaper's fit and comfort. Particular attention must be paid to the melt characteristics of the nonwoven fabrics used to form the diaper's shell. If materials with different melting points are used, the material that melts the quickest may become too soft and stick to the assembly apparatus. When the fabric is pulled off it may be left with a rough surface that is uncomfortable to the user. Finally, the alignment of the components must be carefully checked or leakage may result.
The Future
Disposable diaper manufacture is a high technology field which has consistently shown innovation over the last few decades. Nonetheless, there are still a number of areas which require additional improvement. One such area is that of leakage reduction. It is likely that manufacturers will develop improved elastic bands to hold the waist more tightly without causing chafing or discomfort. It is also likely that current concern regarding the role of disposable diapers in landfills will impact manufacturing and formulation. This concern may to lead to the development of diapers which are less bulky and more biodegradable.
Where to Learn More
Periodicals
"Dueling diapers." The Edell Health Letter, August 1993, p. 6.
McAloney, Regina. "Thin is in." Nonwovens Industry, November 1994 p.52.
Lenzner, Robert, and Carrie Shooc. "The Battle of the Bottoms." Forbes, March 24, 1997, p. 98.
Ohmura, Kin. "Superabsorbent Polymers in Japan." Nonwovens Industry, January 1995, p. 32.
— Randy Schueller
a. The outside Casing--- what type plastic ??
b. The inside WOOL --- what is it, plastic or something else ?