Microscope
Background
A microscope is an instrument used to produce enlarged images of small objects. The most common kind of microscope is an optical microscope, which uses lenses to form images from visible light. Electron microscopes form images from beams of electrons. Acoustic microscopes form images from high-frequency sound waves. Tunneling microscopes form images from the ability of electrons to "tunnel" through the surface of solids at extremely small distances.
An optical microscope with a single lens is known as a simple microscope. Simple microscopes include magnifying glasses and jeweler's loupes. An optical microscope with two lenses is known as a compound microscope. The basic parts of a compound microscope are the objective, which holds the lens near the specimen, and the eyepiece, which holds the lens near the observer. A modern compound microscope also includes a source of light (either a mirror to catch external light or a light bulb to provide internal light), a focusing mechanism, and a stage (a surface on which the object being examined can be held in place). Compound microscopes may also include a built-in camera for microphotography.
Ancient peoples noted that objects seen through water appeared larger. The first century Roman philosopher Seneca recorded the fact that letters seen through a glass globe full of water were magnified. The earliest simple microscopes consisted of a drop of water captured in a small hole in a piece of wood or metal. During the Renaissance, small glass lenses replaced the water. By the late seventeenth century, the Dutch scientist Antonie van Leeuwenhoek built outstanding simple microscopes using very small, high-quality lenses mounted between thin brass plates. Because of the excellence of his microscopes, and the fact that he was the first to make observations of microscopic organisms, Leeuwenhoek is often incorrectly thought of as the inventor of the microscope.
The compound microscope made its first appearance between the years 1590 and 1608. Credit for this invention is often given to Hans Janssen, his son Zacharias Janssen, or Hans Lippershey, all of whom were Dutch spectacle makers. Early compound microscopes consisted of pairs of lenses held in a small metal tube and looked much like modern kaleidoscopes. Because of the problem of chromatic aberration (the tendency of a lens to focus each color of light at a slightly different point, leading to a blurred image) these microscopes were inferior to well-made simple microscopes of the time.
The earliest written records of microscopic observations were made by the Italian scientist Francesco Stelluti in 1625, when he published drawings of a bee as seen through a microscope. The first drawings of bacteria were made by Leeuwenhoek in 1683. During the seventeenth and eighteenth centuries, numerous mechanical improvements were made in microscopes in Italy, including focusing devices and devices for holding specimens in place. In England in 1733, the amateur optician Chester Moor Hall discovered that combining two properly shaped lenses made of two different kinds of glass minimized chromatic aberration. In 1774, Benjamin Martin used this technique in a microscope. Many advances were made in the building of microscopes in the nineteenth

Raw Materials
An optical microscope consists of an optical system (the eyepiece, the objective, and the lenses inside them) and hardware components which hold the optical system in place and allow it to be adjusted and focused. An inexpensive microscope may have a mirror as a light source, but most professional microscopes have a built-in light bulb.
Lenses are made of optical glass, a special kind of glass which is much purer and more uniform than ordinary glass. The most important raw material in optical glass is silicon dioxide, which must be more than 99.9% pure. The exact optical properties of the glass are determined by its other ingredients. These may include boron oxide, sodium oxide, potassium oxide, barium oxide, zinc oxide, and lead oxide. Lenses are given an antireflective coating, usually of magnesium fluoride.
The eyepiece, the objective, and most of the hardware components are made of steel or steel and zinc alloys. A child's microscope may have an external body shell made of plastic, but most microscopes have an body shell made of steel.
If there is a mirror included, it is usually made of a strong glass such as Pyrex (a trade name for a glass made from silicon dioxide, boron dioxide, and aluminum oxide). The mirror has a reflective coating made of aluminum and a protective coating made of silicon dioxide.
If a light bulb is included, it is made from glass and contains a tungsten filament and wires made of nickel and iron within a mixture of argon and nitrogen gases. The base of the light bulb is made of aluminum.
If a camera is included, it contains lenses made of optical glass. The body of the camera is made of steel or other metals or of plastic.
The Manufacturing
Process
Making the hardware components
- 1 Metal hardware components are manufactured from steel or steel and zinc alloys using precision metalworking equipment such as lathes and drill presses.
- 2 If the external body shell of an inexpensive microscope is plastic, it is usually a light, rigid plastic such as acrylonitrile-butadiene-styrene (ABS) plastic. ABS plastic components are made by injection molding. In this process the plastic is melted and forced under pressure into a mold in the shape of the final product. The plastic is then allowed to cool back into a solid. The mold is opened and the product is removed.
Making optical glass
- 3 The proper raw materials for the type of optical glass desired are mixed in the proper proportions, along with waste glass of the same type. This waste glass, known as cullet, acts as a flux. A flux is a substance which causes raw materials to react at a lower temperature than they would without it.
- 4 The mixture is heated in a glass furnace until it has melted into a liquid. The temperature varies with the type of glass being made, but is typically about 2550°F (1400°C).
- 5 The temperature is raised to about 2800°F (1550°C) to force air bubbles to rise to the surface. It is then slowly cooled and stirred constantly until it has reached a temperature of about 1800°F (1000°C). The glass is now an extremely thick liquid, which is poured into molds shaped like the lenses to be made.
- 6 When the glass has cooled to about 600°F (300°C), it is reheated to about 1000°F (500°C). This process, known as annealing, removes internal stresses which form during the initial cooling period and which weaken the glass. The glass is then allowed to cool slowly to room temperature. The pieces of glass are removed from the molds. They are now known as blanks.
Making the lenses
- 7 The blank is now placed in a vise and held beneath a rapidly rotating cylindrical cutter with a diamond blade. This cutter, known as a curve generator, trims the surface of the blank until a close approximation of the desired curve is obtained. The cut lens is inspected and cut again if necessary. The difficulty of this process varies widely depending on the type of glass being cut and the exact curvature required. Several cuttings may be required, and the time involved may be a few minutes or more than half an hour.
- 8 Several cut blanks are placed on the surface of a curved block in such a way that their curved surfaces line up as if they were all part of one spherical surface. This allows many lenses to be ground at the same time. A cast iron grinding surface known as a tool is placed on top on the lenses. The block of lenses rotates while the tool moves at random on top of it. A steady flow of liquid moves between the tool and the lenses. This liquid, known as a slurry, contains water, an abrasive (usually silicon carbide) to do the grinding, a coolant to prevent overheating, and a surfactant to keep the abrasive from settling out of the slurry. The lenses are inspected after grinding and reground if necessary. The grinding process may take one to eight hours.
- 9 The lenses are moved to a polishing machine. This is similar to the grinding machine, but the tool is made of pitch (a thick, soft resin derived from tar). A pitch tool is made by placing tape around a curved dish, pouring in hot, liquid pitch, and letting it cool back into a solid. A pitch tool can be used about 50 times before it must be reshaped. It works in the same manner as a grinding tool, but instead of an abrasive the slurry contains a polishing substance (usually cerium dioxide). The lenses are inspected after polishing and the procedure is repeated as necessary. Polishing may take from half an hour to five hours. The lenses are cleaned and ready to be coated.
- 10 The lenses are coated with magnesium fluoride. They are then inspected again, labeled with a date of manufacture and a serial number, and stored until needed.
Making the mirror
- 11 If a mirror is included, it is made in a way similar to the way in which a lens is made. Unlike a lens, it is cut, ground, and polished to be flat rather than curved. A reflective coating is then applied. Aluminum is heated in a vacuum to produce a vapor. A negative electrostatic charge is applied to the surface of the mirror so that it attracts the positively charged aluminum ions. This allows a thin, even coating of metal to be applied. A protective coating of silicon dioxide is then applied. Like a lens, the mirror is inspected, labeled, and stored.
Assembling the microscope
-
12 All of the final assembly of the microscope is done by hand. The
workers wear gloves, masks, and gowns so that dirt does not damage the
lenses or the internal mechanisms of the microscope. First the
lenses are placed in the steel tubes, which make up the bodies of the eyepiece and the objective. These tubes are manufactured in standard sizes, which allow them to be assembled into a standard size microscope.
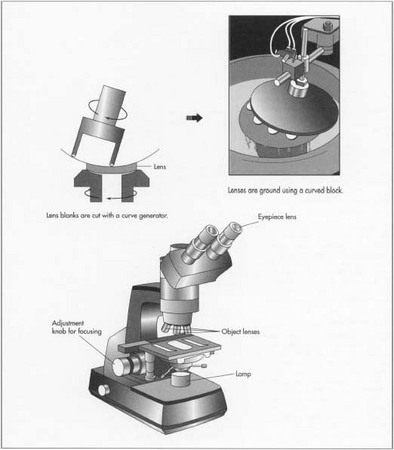
- 13 The focusing mechanism of most microscopes is a rack and pinion system. This consists of a flat piece of metal with teeth on one side (the rack) and a metal wheel with teeth (the pinion), which controls the movement of the rack. The rack and pinion direct the objective so that its movement toward or away from the object being observed can be controlled. In many microscopes, the rack and pinion are attached to the stage (the flat metal plate on which the object being observed rests) and the objective remains stationary. After the rack and pinion system is installed, the knobs that control it are attached.
- 14 The external body shell of the microscope is assembled around the internal focusing mechanism. The eyepiece (or two eyepieces, for a binocular microscope) and objective (or a rotating disk containing several different objectives) are screwed into place. Eyepieces and objectives are manufactured in standard sizes that allow many different eyepieces and objectives to be used in any standard microscope.
- 15 If the microscope contains a mirror, this is attached to the body of the microscope below the opening in the stage. If it contains a light bulb instead, this may be attached in the same place (to shine light through the observed object) or it may be placed to the side of the stage (to shine light on top of the object). Some professional microscopes contain both kinds of light bulbs to allow both kinds of observation. If the microscope contains a camera, it is attached to the top of the body.
- 16 The microscope is tested. If it functions correctly, the eyepiece and objective are usually unscrewed before packing. The parts of the microscope are packed securely in close-fitting compartments lined with cloth or foam. These compartments are often part of a wood or steel box. The microscope is then placed in a strong cardboard container and shipped to consumers.
Quality Control
The most critical part of quality control for a microscope is the accuracy of the lenses. During cutting and polishing, the size of the lens is measured with a vernier caliper. This device holds the lens between two jaws. One remains stationary while the other is gently moved into place until it touches the lens. The dimensions of the lens are read off a scale, which moves along with the movable jaw.
The curvature of the lens is measured with a spherometer. This device looks like a pocket watch with three small pins protruding from the base. The two outer pins remain in place, while the inner pin is allowed to move in or out. The movement of this pin is connected to a scale on the face of the spherometer. The scale reveals the degree of curvature of the lens. A typical lens should vary no more than about one-thousandth of an inch (25 micrometers).
During polishing, these tests are not accurate enough to ensure that the lens will focus light properly. Optical tests must be used. One typical test, known as an autocollimation test, involves shining a pinpoint light source through a lens in a dark room. A diffraction grating (a surface containing thousands of microscopic parallel grooves per inch) is placed at the point where the lens should focus the light. The grating causes a pattern of light and dark lines to form around the true focal point. It is compared with the theoretical focal point and the lens is repolished if necessary.
The mechanical parts of the microscope are also tested to ensure that they function correctly. The eyepiece and the objective must screw firmly into their proper places and must be perfectly centered to form a sharp image. The rack and pinion focusing mechanism is tested to ensure that it moves smoothly and that the distance between the objective and the stage is controlled precisely. Rotating disks containing multiple objectives are tested to be sure that they rotate smoothly and that each objective remains firmly in place during use.
The Future
Amateur observers may soon be able to purchase microscopes with small, built-in video cameras, which allow the movements of microscopic organisms to be recorded. Computers may be built into the internal control mechanisms of the microscope to provide automatic focusing.
Where to Learn More
Books
Bradbury, Savile. An Introduction to the Microscope. Oxford University Press, 1984.
Jacker, Corrine. Window on the Unknown: A History of the Microscope. Charles Scribner's Sons, 1966.
Rochow, Theodore George, and Eugene George Rochow. An Introduction to Microscopy by Means of Light, Electrons, X-rays, or Ultrasound. Plenum Press, 1978.
Periodicals
Bardell, David. "The First Record of Microscopic Observations." Bioscience, January 1983, pp. 36-38.
Other
Ford, Brian J. "History of the Microscope." October 11, 1996. http://www.sciences.demon.co.uk/whistmic.htm
— Rose Secrest
Comment about this article, ask questions, or add new information about this topic: