Vitamin
Background
Vitamins are organic compounds that are necessary in small amounts in animal and human diets to sustain life and health. The absence of certain vitamins can cause disease, poor growth, and a variety of syndromes. Thirteen vitamins have been identified as necessary for human health, and there are several more vitamin-like substances that may also contribute to good nutrition. Originally, it was thought that vitamins were particular chemical compounds called amines, but now it is known that the vitamins are unrelated chemically. Their actions are different, and though exhaustively studied, not everything is understood about how they work and what they do. The vitamins are named by letters—vitamin A, vitamin C, D, E, K, and the group of B vitamins. The eight B vitamins were originally thought to be one vitamin, and as more was learned about them, they were given numeral subscripts: vitamin B,, B 2 , etc. The B vitamins are now commonly called more aptly by chemically descriptive names: B, is thiamine, B 2 is riboflavin, B 6 and B 12 retain their numeral names, and the other B vitamins are niacin, pantothenic acid, biotin, and folic acid. The vitamins are found in plant and animal food sources. They have also been chemically synthesized and so can be ingested in their pure form as nutritional supplements. It is not known precisely how much of each vitamin each person needs, but there are recommended daily allowances for 10 vitamins.
Some researchers have made extravagant claims about the benefits of large doses of specific vitamins as either preventatives or cures for diseases from acne to cancer. As new discoveries are made and old claims are either debunked or reinforced often, it is safest to say that more is understood about the consequences of lack of vitamins than what particular vitamins may do. For example, deficiency of vitamin A leads to break-down of the photosensitive cells in the retina of the eye, causing night blindness. Absence of vitamin C in the diet leads to scurvy, a disease formerly the bane of sailors. Absence of vitamin D may lead to rickets, a bone disease.
History
Many researchers were responsible for piecing together the existence of vitamins as necessary components of the human and animal diets. One of the first people to study nutrition from a chemical standpoint was English physician William Prout. In 1827, he defined the three essentials of the human diet as the oily, the saccharin, and the albuminous, which in modern-day terms are fats and oils, carbohydrates, and proteins. In 1906, an English biochemist, Frederick Hopkins, discovered that mice fed on a pure diet of the three essentials could not survive unless they were given supplementary small amounts of milk and vegetables. A Polish scientist, Casimir Funk, coined the term vitamines in 1912 to describe the chemicals he believed were found in the supplementary food that helped the mice survive. Funk first believed that the vitamines were chemically related amines, thus vita (life) plus amines. As other vitamins were isolated that were not amines, the spelling of the word changed. Other researchers working on diseases such as scurvy and beriberi, which are caused by vitamin deficiency, contributed to the isolation of the different vitamins. Still, little was generally understood about vitamins at the beginning of the twentieth century. For instance, though the use of lime juice to prevent scurvy in sailors dates back to at least 1795, the physician who accompanied Scott's voyage to the South Pole in 1910 believed scurvy was caused by bacteria, and inadequate nutritional measures were taken to prevent the disease among the explorers. Between 1925 and 1955, the known vitamins were all isolated and synthesized. Research continues today on the function of the various vitamins.
Raw Materials
Vitamins can be derived from plant or animal products, or produced synthetically in a laboratory. Vitamin A, for example, can be derived from fish liver oil, and vitamin C from citrus fruits or rose hips. Most commercial vitamins are made from synthetic vitamins, which are cheaper and easier to produce than natural derivatives. So vitamin A may be synthesized from acetone, and vitamin C from keto acid. There is no chemical difference between the purified vitamins derived from plant or animal sources and those produced synthetically. Different laboratories may use different techniques to produce synthetic vitamins, as many can be derived from various chemical reactions.
Vitamin tablets or capsules usually contain additives that aid in the manufacturing process or in how the vitamin pill is accepted by the body. Microcrystalline cellulose, lactose, calcium, or malto-dextrin are added to many vitamins as a filler, to give the vitamin the proper bulk. Magnesium stearate or stearic acid is usually added to vitamin tablets as a lubricant, and silicon dioxide as a flow agent. These additives help the vitamin powder run smoothly through the tablet-making or encapsulating machine. Modified cellulose gum or starch is often added to vitamins as a disintegration agent. That is, it helps the vitamin compound break up once it is ingested. Vitamin tablets are also usually coated, to give the tablets a particular color or flavor, or to determine how the tablet is absorbed (in the stomach versus in the intestine, slowly versus all at once, etc.). Many coatings are made from a cellulose base. An additional coating of carnauba wax is often put on as well, to give the tablet a polished appearance.
Herbs of various kinds may be added to vitamin compounds, as well as minerals such as calcium, iron, and zinc. Typically, specialized laboratories produce purified vitamins and minerals. A distributor buys these from the laboratories and sells them to manufacturers, who put them together in different compounds such as multivitamin tablets or B-complex capsules.
The Manufacturing
Process
Preliminary check
- 1 A vitamin manufacturer purchases raw vitamins and other ingredients from distributors. Raw vitamins from a reputable distributor arrive with a Certificate of Analysis, stating what the vitamins are and how potent they are. In many cases, the manufacturer will nevertheless test the raw materials or send samples to an independent laboratory for analysis. If herbs are to be an ingredient in the vitamin capsule, these must be tested for identity and potency, and for possible bacterial contamination as well.
Preblending
- 2 Often, the raw vitamins arrive at the manufacturer in a fine powder, and they need no preliminary processing. However, if the ingredients are not finely granulated, they will be run through a mill and ground. Some vitamins may be preblended with a filler ingredient such as microcrystalline cellulose or malto-dextrin, because this produces a more even granule which aids further processing steps. Laboratory technicians may run test batches when working with new ingredients and determine if preblending is necessary.
Wet granulation
-
3 For vitamin tablets, particle size is extremely important in
determining how well the formula will run through the tabletting
machine. In some cases, the raw vitamins arrive from the distributor
milled to the appropriate size for tabletting. In other cases, a wet
granulation step is necessary. In wet granulation, the fine vitamin
powder is mixed with a variety of cellulose particles,
then wetted. The mixture is then dried in a dryer. After drying, the formula may be in chunks as large as a dime. These chunks are sized by being run through a mill. The mill forces the chunks through a small hole of the desired diameter of the granule. These granules can then be weighed and mixed.
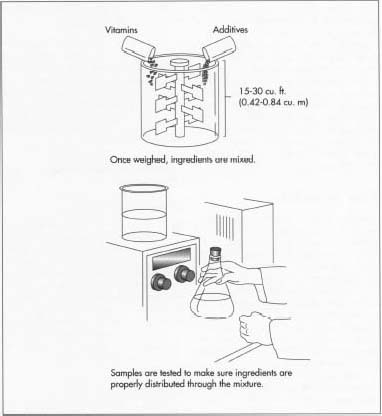
Weighing and mixing
- 4 When all the vitamin ingredients are ready, a worker takes them to the weigh station and weighs them out on a scale. The required weights for each ingredient in the batch are listed on a formula batch record. After weighing, the worker dumps all the ingredients into a mixer. The volume of a typical mixer may be from 15-30 cu ft (0.42-0.84 cu m), though in a large manufacturing facility, it may be many times that large. The ingredients spend from 15 to 30 minutes in the mixer. At this point, samples are taken from different sides of the mixer and checked in the laboratory. The lab technicians verify that all the ingredients are distributed in the same proportion throughout the mix. If the manufacturer is making a large batch, workers may check the first three or four lots in the mixer, and then only re-check periodically. After mixing is complete, workers take the vitamin formula to either an encapsulating or a tablet-making machine.
Encapsulating machine
-
5 If the lot in the mixer has been approved, workers tote the mixture to
the encapsulating machine and dump it in a hopper. At the beginning of a
batch, workers
will test-run the encapsulating machine and check that the capsules are the proper and consistent weight. Workers also check the capsules visually to see if they seem to be splitting or dimpling. If the test batches run correctly, workers run the entire batch. The vitamin mixture flows through one hopper, and another hopper holds whole gelatin capsules. The capsules are broken into halves by the machine. The bottom half of the capsule falls through a funnel into a rotating dosing dish. Then the machine measures a precise amount of the powdered vitamin mixture into each open capsule half. Tamping pins push the powder down. Then the top halves of the capsules are pushed down onto the filled bottoms.
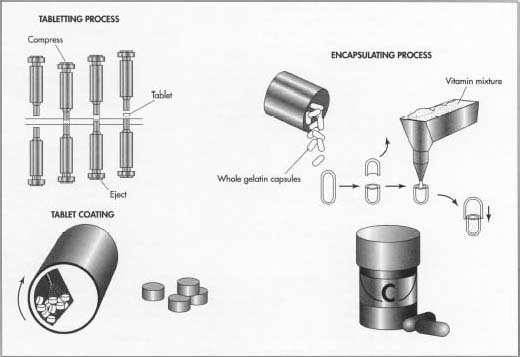 The finished vitamin mixture can be compressed into tablets, sometimes with a coating, or encapsulated in preformed gelatin capsules.
The finished vitamin mixture can be compressed into tablets, sometimes with a coating, or encapsulated in preformed gelatin capsules.
Polishing and inspection
- 6 The filled vitamin capsules are next run through a polishing machine. The vitamins are circulated on a belt through a series of soft brushes. Any excess dust or vitamin powder is removed from the exterior of the capsules by the brushes. The polished capsules are then poured onto an inspection table. The inspection table has a belt of rotating rods. The vitamins fall in the grooves between the rods, and the vitamins rotate as the rods turn. Thus, all sides of the vitamin are visible for the inspector to see. The inspector removes any capsules that are too long, split, dimpled, or otherwise imperfect. The vitamins that pass inspection are then taken over to the packaging area.
Tableting
- 7 Vitamin tablets are made in a tableting machine. After the vitamin blend has been mixed in the mixer, workers dump it into a hopper above the machine. The vitamin powder then flows through the hopper to a filling station beneath, and flows from there to a rotating table. The rotating table may be 2-4 ft (0.6-1.2m) in diameter, or even bigger, and is fitted with holes on its outside edge that hold dies in the shape of the desired tablet (oval, round, animal, etc.). The dies are interchangeable, so the same table can produce whatever shape the manufacturer wishes, as long as the proper dies are installed. The vitamin powder flows from the filling station to fill the die. When the table rotates, the filled die moves into a punch press. When the upper and lower halves of the punch meet, 4-10 tons (3.6-9 metric tons) of pressure is exerted on the vitamin powder. The pressure compresses the vitamin powder into a compact tablet. The punch releases, and the lower punch lifts to eject the tablet. Some tableting machines may have two punches, one on each side, so two tablets are made simultaneously. The speed of the rotation of the table determines how many tablets are made per minute. The tablets eject onto a vibrating belt which vibrates any loose dust off the tablets. The tablets then are moved to the coating area.
Coating
-
8 Vitamin tablets are usually coated for a variety of reasons. The coating may make the tablet easier to swallow. It may mask an unpleasant taste, and it may give the tablet a pleasant color. A manufacturer may coat in two different colors tablets that are the same size and shape, for identification. Tablets may also be given an enteric coating—a pH sensitive chemical coating that resists gastric acid. Tablets with an enteric coating will not break open in the stomach, but move to the intestine before dissolving. Other coatings determine the timing of the tablet's dissolution, so the vitamins can be absorbed slowly, or all at once, depending on what is appropriate to that tablet.
Once the tablets are taken from the tableting area, they are placed in the coating pan. The coating pan is a large rotating pan surrounded by one to six spray guns operated by pumps. As the tablets revolve in the pan, the pumps spray coating over them. Many tablets also receive a second coating of carnauba wax. After air drying, the tablets are ready for packaging. The packaging step is the same for tablets as for capsules.
Packaging
- 9 Packaging the vitamins takes several steps, and different machines carry out these steps. So in the packaging area, the vitamins pass through a row of machines. Once the vitamins are dumped in the hopper of the first machine, no human touches them. The worker sets the machine to count out the required number of capsules or tablets per bottle, and the rest is done automatically. The capsules or tablets fall into a bottle, and the bottle is passed to the next machine to be sealed, capped, labelled, and shrink-wrapped. The finished bottles are then set in boxes and are ready for distribution.
Quality Control
Checks for quality are taken at many stages of vitamin manufacturing. All the ingredients of vitamin tablets or capsules are checked for identity and potency before they are used. Often this is tested both by the raw vitamin distributor and by the manufacturer. The mixed vitamin powder is checked before it is tableted or encapsulated, and the finished product is also thoroughly inspected. Federal regulations govern what substances can be used in vitamins and what claims manufacturers can make for their products. Vitamin ingredients must be proven safe before they can be made available to consumers.
The Future
Vitamin research is a volatile field, with new studies constantly suggesting new roles for vitamins in health and prevention of disease. Certain vitamins or vitamin-like substances go through fads of consumer popularity as some of this research surfaces. Nevertheless, the manufacturing process remains the same for new substances. The future of vitamins will likely change most conceptually, in how much we understand about how vitamins work.
Where to Learn More
Books
Bender, David A. Nutritional Biochemistry of the Vitamins. Cambridge University Press, 1992.
Hendler, Sheldon Saul. The Doctor's Vitamin and Mineral Encyclopedia. Simon and Schuster, 1991.
Lieberman, Shari and Nancy Bruning. The Real Vitamin & Mineral Book. Avery Publishing Group, 1990.
— Angela Woodward
We also know that many processing additives can be harmful. Basic question...do processed vits really do any good and are the additives harmful to the body.