Carbon Fiber
Background
A carbon fiber is a long, thin strand of material about 0.0002-0.0004 in (0.005-0.010 mm) in diameter and composed mostly of carbon atoms. The carbon atoms are bonded together in microscopic crystals that are more or less aligned parallel to the long axis of the fiber. The crystal alignment makes the fiber incredibly strong for its size. Several thousand carbon fibers are twisted together to form a yarn, which may be used by itself or woven into a fabric. The yarn or fabric is combined with epoxy and wound or molded into shape to form various composite materials. Carbon fiber-reinforced composite materials are used to make aircraft and spacecraft parts, racing car bodies, golf club shafts, bicycle frames, fishing rods, automobile springs, sailboat masts, and many other components where light weight and high strength are needed.
Carbon fibers were developed in the 1950s as a reinforcement for high-temperature molded plastic components on missiles. The first fibers were manufactured by heating strands of rayon until they carbonized. This process proved to be inefficient, as the resulting fibers contained only about 20% carbon and had low strength and stiffness properties. In the early 1960s, a process was developed using polyacrylonitrile as a raw material. This produced a carbon fiber that contained about 55% carbon and had much better properties. The polyacrylonitrile conversion process quickly became the primary method for producing carbon fibers.
During the 1970s, experimental work to find alternative raw materials led to the introduction of carbon fibers made from a petroleum pitch derived from oil processing. These fibers contained about 85% carbon and had excellent flexural strength. Unfortunately, they had only limited compression strength and were not widely accepted.
Today, carbon fibers are an important part of many products, and new applications are being developed every year. The United States, Japan, and Western Europe are the leading producers of carbon fibers.
Classification of Carbon Fibers
Carbon fibers are classified by the tensile modulus of the fiber. Tensile modulus is a measure of how much pulling force a certain diameter fiber can exert without breaking. The English unit of measurement is pounds of force per square inch of cross-sectional area, or psi. Carbon fibers classified as "low modulus" have a tensile modulus below 34.8 million psi (240 million kPa). Other classifications, in ascending order of tensile modulus, include "standard modulus," "intermediate modulus," "high modulus," and "ultrahigh modulus." Ultrahigh modulus carbon fibers have a tensile modulus of 72.5-145.0 million psi (500 million-1.0 billion kPa). As a comparison, steel has a tensile modulus of about 29 million psi (200 million kPa). Thus, the strongest carbon fiber is about five times stronger than steel.
The term graphite fiber refers to certain ultrahigh modulus fibers made from petroleum pitch. These fibers have an internal structure that closely approximates the three-dimensional crystal alignment that is characteristic of a pure form of carbon known as graphite.
Raw Materials
The raw material used to make carbon fiber is called the precursor. About 90% of the carbon fibers produced are made from polyacrylonitrile. The remaining 10% are made from rayon or petroleum pitch. All of these materials are organic polymers, characterized by long strings of molecules bound together by carbon atoms. The exact composition of each precursor varies from one company to another and is generally considered a trade secret.
During the manufacturing process, a variety of gases and liquids are used. Some of these materials are designed to react with the fiber to achieve a specific effect. Other materials are designed not to react or to prevent certain reactions with the fiber. As with the precursors, the exact compositions of many of these process materials are considered trade secrets.
The Manufacturing
Process
The process for making carbon fibers is part chemical and part mechanical. The precursor is drawn into long strands or fibers and then heated to a very high temperature with-out allowing it to come in contact with oxygen. Without oxygen, the fiber cannot burn. Instead, the high temperature causes the atoms in the fiber to vibrate violently until most of the non-carbon atoms are expelled. This process is called carbonization and leaves a fiber composed of long, tightly
Here is a typical sequence of operations used to form carbon fibers from polyacrylonitrile.
Spinning
- 1 Acrylonitrile plastic powder is mixed with another plastic, like methyl acrylate or methyl methacrylate, and is reacted with a catalyst in a conventional suspension or solution polymerization process to form a polyacrylonitrile plastic.
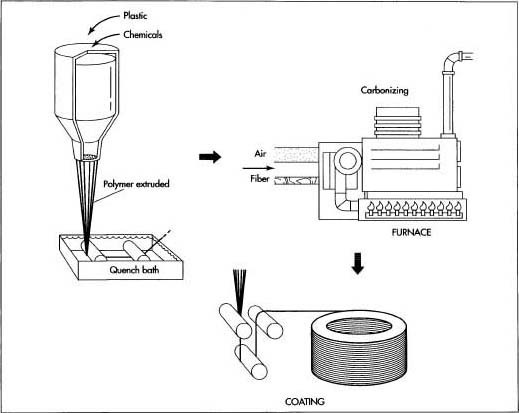
- 2 The plastic is then spun into fibers using one of several different methods. In some methods, the plastic is mixed with certain chemicals and pumped through tiny jets into a chemical bath or quench chamber where the plastic coagulates and solidifies into fibers. This is similar to the process used to form polyacrylic textile fibers. In other methods, the plastic mixture is heated and pumped through tiny jets into a chamber where the solvents evaporate, leaving a solid fiber. The spinning step is important because the internal atomic structure of the fiber is formed during this process.
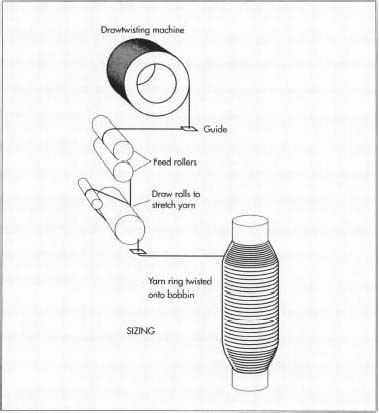
- 3 The fibers are then washed and stretched to the desired fiber diameter. The stretching helps align the molecules within the fiber and provides the basis for the formation of the tightly bonded carbon crystals after carbonization.
Stabilizing
- 4 Before the fibers are carbonized, they need to be chemically altered to convert their linear atomic bonding to a more thermally stable ladder bonding. This is accomplished by heating the fibers in air to about 390-590° F (200-300° C) for 30-120 minutes. This causes the fibers to pick up oxygen molecules from the air and rearrange their atomic bonding pattern. The stabilizing chemical reactions are complex and involve several steps, some of which occur simultaneously. They also generate their own heat, which must be controlled to avoid overheating the fibers. Commercially, the stabilization process uses a variety of equipment and techniques. In some processes, the fibers are drawn through a series of heated chambers. In others, the fibers pass over hot rollers and through beds of loose materials held in suspension by a flow of hot air. Some processes use heated air mixed with certain gases that chemically accelerate the stabilization.
Carbonizing
- 5 Once the fibers are stabilized, they are heated to a temperature of about 1,830-5,500° F (1,000-3,000° C) for several minutes in a furnace filled with a gas mixture that does not contain oxygen. The lack of oxygen prevents the fibers from burning in the very high temperatures. The gas pressure inside the furnace is kept higher than the outside air pressure and the points where the fibers enter and exit the furnace are sealed to keep oxygen from entering. As the fibers are heated, they begin to lose their non-carbon atoms, plus a few carbon atoms, in the form of various gases including water vapor, ammonia, carbon monoxide, carbon dioxide, hydrogen, nitrogen, and others. As the non-carbon atoms are expelled, the remaining carbon atoms form tightly bonded carbon crystals that are aligned more or less parallel to the long axis of the fiber. In some processes, two furnaces operating at two different temperatures are used to better control the rate de heating during carbonization.
Treating the surface
- 6 After carbonizing, the fibers have a surface that does not bond well with the epoxies and other materials used in composite materials. To give the fibers better bonding properties, their surface is slightly oxidized. The addition of oxygen atoms to the surface provides better chemical bonding properties and also etches and roughens the surface for better mechanical bonding properties. Oxidation can be achieved by immersing the fibers in various gases such as air, carbon dioxide, or ozone; or in various liquids such as sodium hypochlorite or nitric acid. The fibers can also be coated electrolytically by making the fibers the positive terminal in a bath filled with various electrically conductive materials. The surface treatment process must be carefully controlled to avoid forming tiny surface defects, such as pits, which could cause fiber failure.
Sizing
- 7 After the surface treatment, the fibers are coated to protect them from damage during winding or weaving. This process is called sizing. Coating materials are chosen to be compatible with the adhesive used to form composite materials. Typical coating materials include epoxy, polyester, nylon, urethane, and others.
- 8 The coated fibers are wound onto cylinders called bobbins. The bobbins are loaded into a spinning machine and the fibers are twisted into yarns of various sizes.
Quality Control
The very small size of carbon fibers does not allow visual inspection as a quality control method. Instead, producing consistent precursor fibers and closely controlling the manufacturing process used to turn them into carbon fibers controls the quality. Process variables such as time, temperature, gas flow, and chemical composition are closely monitored during each stage of the production.
The carbon fibers, as well as the finished composite materials, are also subject to rigorous testing. Common fiber tests include density, strength, amount of sizing, and others. In 1990, the Suppliers of Advanced Composite Materials Association established standards for carbon fiber testing methods, which are now used throughout the industry.
Health and Safety Concerns
There are three areas of concern in the production and handling of carbon fibers: dust inhalation, skin irritation, and the effect of fibers on electrical equipment.
During processing, pieces of carbon fibers can break off and circulate in the air in the form of a fine dust. Industrial health studies have shown that, unlike some asbestos fibers, carbon fibers are too large to be a health hazard when inhaled. They can be an irritant, however, and people working in the area should wear protective masks.
The carbon fibers can also cause skin irritation, especially on the back of hands and wrists. Protective clothing or the use of barrier skin creams is recommended for people in an area where carbon fiber dust is present. The sizing materials used to coat the fibers often contain chemicals that can cause severe skin reactions, which also requires protection.
In addition to being strong, carbon fibers are also good conductors of electricity. As a result, carbon fiber dust can cause arcing and shorts in electrical equipment. If electrical equipment cannot be relocated from the area where carbon dust is present, the equipment is sealed in a cabinet or other enclosure.
The Future
The latest development in carbon fiber technology is tiny carbon tubes called nanotubes.
These hollow tubes, some as small as 0.00004 in (0.001 mm) in diameter, have unique mechanical and electrical properties that may be useful in making new high-strength fibers, submicroscopic test tubes, or possibly new semiconductor materials for integrated circuits.
Where to Learn More
Books
Brady, George S., Henry R. Clauser, and John A. Vaccari. Materials Handbook. McGraw-Hill, 1997.
Kroschwitz, Jacqueline I. and Mary Howe-Grant, ed. Encyclopedia of Chemical Technology. John Wiley and Sons, Inc., 1993.
Periodicals
Ebbesen, T.W. "Carbon Nanotubes." Physics Today (June 1996): 26-32.
Other
American Carbon Society website. http://www.ems.psu.edulcarbon .
Carbon Composites website. http://www.carb.com .
— Chris Cavette
My name is Alexander i am a student and UPB(University Politehnica Bucharest) and my specialisation is Material Science.And i am writing a project about recycling fiber carbon and the equipment it implies,and i was wondering if you could give me some more details about the equipment,something more like an inside look of how it works the process that the fiber carbon suffers passing threw the equipment and i would be verry greatefull for some pictures of the inside of the machinery because my project implies a 3d design of how would you make a recycling machine,and i am using solid edge as a programe and i have some ideas on how to make something but it isn't really something concrete.
Thank you for reading and hope to heare soon,
Mititelu Alexandru Cosmin