Drinking Straw
Background
A straw is a prepared tube used to suck a beverage out of a container. Historians theorize the first straws were cut from dried wheat shafts and they were named accordingly. With the advent of industrial age, methods were developed to mass produce straws by rolling elongated sheets of wax-coated paper into a cylindrical, hollow tubes. This was accomplished by coiling paraffin-coated paper around a rod-shaped form and then securing the paper with an adhesive. The entire straw was then coated with wax to further water-proof it. The wax coating was important since the straw was paper and would eventually absorb some of the liquid being sucked up it. Thus, inevitably these paper straws became soggy and useless. In the 1960s, paper was largely replaced by plastic which were becoming less expensive and increasingly more sophisticated. The explosion of plastic technology led to techniques to manufacture plastic straws via extrusion. Today, straws are made in a wide variety of shapes, colors, and functions.
Raw Materials
Straws are made from a formulated blend of plastic resin, colorants, and other additives.
Plastic
Historically, straws have been made from paper but today polypropylene plastic is the material of choice. Polypropylene is a resin made by polymerizing, or stringing together, molecules of a propylene gas. When a very large number of these molecules are chemically hooked together they form this solid plastic material. Polypropylene was first developed in the mid-1950s and has many properties, which make it suitable for use in straw manufacturing. This resin is light-weight, has fair abrasion resistance, good dimensional stability, and good surface hardness. It typically does not experience problems with stress cracking and it offers excellent chemical resistance at higher temperatures. Most importantly for this application, it has good thermoplastic properties. This means it can be melted, formed into various shapes and, upon reheating, can be melted and molded again. Another key attribute of this plastic is that it is safe for contact with food and beverage. Polypropylene is approved for indirect contact with food and, in addition to drinking straws, is used to make many types of food packaging such as margarine and yogurt containers, cellophane-type wrapping, and various bottles and caps.
Colorants
Colorants can be added to the plastic to give the straws an aesthetically pleasing appearance. However, in the United States, the colorants used must be chosen from a list of pigments approved by the Food and Drug Administration (FDA) for food contact. If the colorants are not food grade, they must be tested to make sure they will not leach out of the plastic and into the food or beverage. These pigments are typically supplied in powdered form, and a very small amount is required to impart bright colors. Through use of multiple colorants, multi-colored straws can be made.
Other additives
Additional materials are added to the plastic formula to control the physical properties of the finished straw. Plasticizers (materials which improve the flexibility of the polypropylene) may be added to keep the resin from cracking. Antioxidants are used to reduce harmful interactions between the plastic and the oxygen in the air. Other stabilizers include ultraviolet light filters, which shield the plastic from the effects of sunlight and prevent the radiation from adversely effecting the plastic. Finally, inert fillers may be added to increase the bulk density of the plastic. All these materials must meet appropriate FDA requirements.
Packaging materials
Straws are typically wrapped in paper sleeves for individual use or bulk packed in plastic pouches or cardboard boxes.
The Manufacturing
Process
Straw manufacturing requires several steps. First, the plastic resin and other components are mixed together; the mixture is then extruded in a tube shape; the straw may under go subsequent specialized operations; and finally the straws are packaged for shipment.
Plastic compounding
- 1 The polypropylene resin must first be mixed with the plasticizers, colorants, antioxidants, stabilizers, and fillers. These materials, in powder form, are dumped into the hopper of an extrusion compounder that mixes, melts, and forms beads of the blended plastic. This machine can be thought of as a long, heated, motor driven meat grinder. The powders are mixed together and melted as they travel down the barrel of the extruder. Special feeder screws are used to push the powder along its path. The molten plastic mixture is squeezed out through a series of small holes at the other end of the extruder. The holes shape the plastic into thin strands about 0.125 inch (0.3175 cm) in diameter. One compounding method ejects these strands into cooling water where a series of rotating knives cut them into short pellets. The pellet shape is preferred for subsequent molding operations because pellets are easier to move than a fine powder. These pellets are then collected and dried; they may be further blended or coated with other additives before packaging. The finished plastic pellets are stored until they are ready to be molded into straws.
Straw extrusion
- 2 The pellets are transferred to another extrusion molder. The second extruder is fitted with a different type of die, which produces a hollow tube shape. The pellets are dumped in a hopper on one end of the machine and are forced through a long channel by a screw mechanism. This screw is turned in the barrel with power supplied by a motor operating through a gear reducer. As the screw rotates, it moves the resin down the barrel. As the resin travels down the heated channel, it melts and becomes more flowable. To ensure good movement and heat transfer, the screw fits within the barrel with only few thousands of an inch clearance. It is machined from a solid steel rod, and the surfaces almost touching the barrel are hardened to resist wear. By the time the resin reaches the end of the barrel, it is completely melted and can be easily forced out through the opening in the die.
- 3 The resin exits the die in a long string in the shape of a straw. It is then moved along by a piece of equipment known as a puller which helps maintain the shape of the straw as it is moved through the rest of the manufacturing process. In some processes, it is necessary to pull the straw through special sizing plates to better control the diameter. These plates are essentially metal sheets with holes drilled in them. Eventually, this elongated tube is directed through a cooling stage—usually a water bath. Some operations run the plastic over a chilled metal rod, called a mandrel, which freezes the internal dimension of the straw to that of the rod. Ultimately, the long tubes are cut to the proper length by a knife assembly.
Special operations
-
4 Straws with special design requirements may undergo additional
processing. For example, so called "crazy" straws, which
have a series of loops and turns, may be bent into shape using special
molding equipment. Another type of straw with special manufacturing
requirements is the "bendable" straw. This type of straw
can bend in the middle and is made using a special device that creates
a series of grooves that allow the straw to flex. These grooves can be crimped into the straws in a two step process. First, it is first necessary to "pick up" the straw so it can be manipulated. This can be accomplished by spreading the straws across a flat plate, which has slots cut in it. The straws will tend to roll into the slots and remain there. The slots are evenly spaced and are adjacent to a separate metal plate, which has a series of metal pins extending from it. The pins are aligned in a parallel fashion with the slots on the plate. Once the straws have come to rest in the slots, the pins can be easily inserted into the straws. The straws can then be easily lifted up and moved around in any orientation by simply manipulating the plate that holds the pins. The steel pins holding the straws have a series of parallel rings cut into them. As the straws are wrapped around the pin, they are gripped by a pair of semi-circular steel jaws, which have a complementary set of rings. The jaws crimp a series of rings into the straw. The crimp pattern allows the straws to bend without closing off. After these operations, the straws can then by proceed to packaging.
 Plastic drinking straws are extruded through an injection molding machine.
Plastic drinking straws are extruded through an injection molding machine.
Packaging
-
5 Straws are typically packaged in individual paper sleeves after
manufacturing. This packaging is widely used for applications where each
straw must be kept sanitary. One method of packaging involves loading
the finished straws into a supply funnel. At the bottom of the hopper is
a wheel with straw receiving grooves cut in it around its outer edge.
The straws drop out of the hopper and are picked up one at a time by
this rotating wheel. As the wheel rotates, it moves the straws along to
a second wheel, which has grooves connecting to a vacuum source. Sheets
or packaging material (paper wrap) are moved onto this wheel from a
supply roller. The vacuum holds the paper in place while the main wheel
feeds straws on top of the paper. Another layer of paper is guided over
the first and the assembly then passes through a sealing roller. The two
layers of paper are then crimped together with the application of
pressure or otherwise sealed together. The sealed sheet of straws then
travels along the conveyor to a punching region where a die presses down
and cuts out individual
straws. The die cut pieces then move along a conveyor to a collection area. The individual straws can then be bundled together and packed in boxes or pouches for shipping.
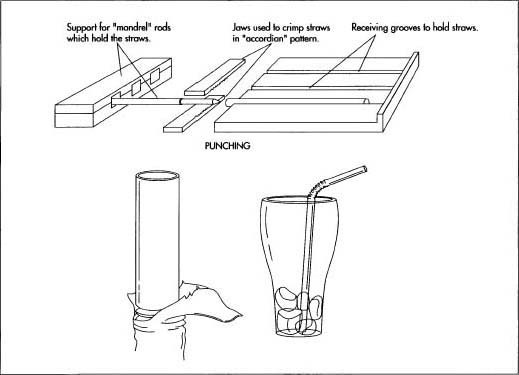 Flexible grooves can be cut into the straws in a two step process. As the straws rest in slots, they are gripped by a pair of semi-circular steel jaws, which crimp a series of rings into the straw. The crimp pattern allows the straws to bend without closing off.
Flexible grooves can be cut into the straws in a two step process. As the straws rest in slots, they are gripped by a pair of semi-circular steel jaws, which crimp a series of rings into the straw. The crimp pattern allows the straws to bend without closing off.
Quality Control
Drinking straw quality is determined at a number of key steps during the compounding and extrusion phases of the manufacturing process as well as after extrusion is complete. During compounding, the mixing process must be monitored to ensure the formula components are blended in the proper ratios. Before beginning the extrusion process, it is a common practice to purge some resin through the extruder. This purging helps clean out the barrel and acts as a check to make sure all molding systems are operating properly. At this stage, sample straws can be checked to make sure they achieve the proper dimensions. These samples can also be used to ensure manufacturing equipment is operating at the proper line speed.
During the extrusion process, it is critical that the resin is be kept at the proper temperature. Depending on the processing temperature (and the molecular weight of the polymer), plastic can flow as slowly as tar or as quickly as corn syrup. If the temperature is too cool, the viscosity increases dramatically, and the resin will not flow through the die. If the temperature is too high, thermal breakdown can occur. Over-heating can cause chemical changes in the resin, weakening the plastic and rendering it unsuitable for use in straw manufacturing. Under certain circumstances, die buildup occurs. When this happens, a glob of plastic gets stuck somewhere in the die. This glob eventually breaks free, becomes attached to the molded straw, and ruins its appearance. Unwanted chemical interactions can also effect the quality of the finished straws during the extrusion process. One problem is oxidation, which results from contact with air. This reaction can negatively impact the plastic. Similarly, the plastic interacts with any moisture that is present; too little moisture can make certain plastic blends too brittle.
After the manufacturing process is complete, it is critical that the extruder be properly cleaned. Thorough cleaning is necessary because different types of different colored plastics can be left behind in the extruder barrel. This residue can cause contamination in the next batch that is made. Die cleaning is done when the machine is still hot and traces of resin can be easily scraped from the metal.
Byproducts/Waste
The major waste product from straw manufacturing is the plastic resin. Resin, which is contaminated, overheated, or otherwise ruined must be discarded. However, straws, which fail for other reasons, can be reworked. This process of reusing plastic is known as regrinding and involves pulverizing the straws and remelting them. This can be done without loss of quality because of the thermoplastic nature of polypropylene.
The Future
There are a number of interesting new developments in straw technology. First, new and improved plastic blends are constantly being evaluated. This is necessary to keep costs down, meet regulatory requirements, and improve quality. In addition, new processing and design methods are being developed. These can expand the straws into new areas. For example, thermoliquid crystals, a special colorant that responds to changes in temperature, can be added to straws to make them change color when they come in contact with hot or cold liquid. Other unique applications include ways of printing straws with the identity of the beverage (e.g., diet, root beer, etc.). The straw can then be used to mark what the drink contains. Other advances include straws made by a blow molding process, which creates faces or other artifacts in the middle of the straw.
Where to Learn More
Books
Richardson, Paul. Introduction to Extrusion. Brookfield Center, CT: Society of Plastic Engineers, 1974.
Other
US patent 5,722,219. Method of Making a Drinking Straw.
— Randy Schueller
I would appreciate any comment on this.
Thanks.
annie
Is it possible to make a straw long enough with bends every so often that it could be used as a 10ft oxygen tube. I can breath when using a straw but not the plastic oxygen tubings. please give me your advise. My doctors are looking for a way to use the straws for me.
Thank you,
Vicky Hughes
How much MANGANESE is allowed in your diet. No Thanks.