Evaporated and
Condensed Milk
Background
Evaporated and condensed milk are two types of concentrated milk from which the water has been removed. Evaporated milk is milk concentrated to one-half or less its original bulk by evaporation under high pressures and temperatures, without the addition of sugar, and usually contains a specified amount of milk fat and solids. This gives regular evaporated milk—the shelf life differs with the fat content—up to 15 months of shelf life. Condensed milk is essentially evaporated milk with sugar added. The milk is then canned for consumer consumption and commercial use in baking, ice cream processing, and candy manufacture. This product has a shelf life of two years. When concentrated milk was first developed in the mid-1800s before the advent of refrigeration, many used it as a beverage. However, with the exception of some tropic regions, this is rarely the case today.
History
In 1852, a young dairy farmer named Gail Borden was on a ship headed home to the United States from the Great Exhibition in London. When rough seas made the cows on board so seasick that they could not be milked, infant passengers began to go hungry. Borden wondered how milk could be processed and packaged so that it would not go bad. This was a problem not only on long ocean voyages but on land, as well, because at the time, milk was shipped in unsanitary oak barrels and spoiled quickly.
When Borden returned home, he began to experiment with raw milk, determining that it was 87% water. By boiling the water off the top of the milk in an airtight pan, Borden eventually obtained a condensed milk that resisted spoilage. On another trip, this time by train to Washington, DC, to apply for a patent for his new product, Borden met Jeremiah Milbank, a wealthy grocery whole-saler. Milbank was impressed with Borden's ideas and agreed to finance a condensed milk operation. In 1864, the first Eagle Brand Consolidated Milk production plant opened on the east branch of the Croton River in southeastern New York.
Borden's new product was not an unqualified success. In 1856, condensed milk was blamed for an outbreak of rickets in working-class children because it was made with skim milk, and therefore lacked fats and other nutrients. Others complained about its appearance and taste because they were accustomed to milk with a high water content and that had been whitened with the addition of chalk. In spite of this criticism, the idea of condensed milk caught on to the degree that Borden began to license other factories to produce it under his name.
The outbreak of the Civil War proved to be good for business when the Union Army ordered the condensed milk for its field rations. At the height of the war, Borden's Elgin, Illinois plant was annually producing 300,000 gallons of condensed milk.
To differentiate his own product from that of the licensed plants, Borden changed the name of his condensed milk to Eagle Brand. About this time, two American brothers, Charles A. and George H. Page, founded the Anglo-Swiss Condensed Milk Company in Switzerland. One of their employees, John Baptist Meyenberg, suggested that the company use a similar process but eliminate the addition of sugar to produce evaporated
In the late 1880s, Eldridge Amos Stuart, an Indiana grocer in El Paso, Texas, noted that milk was spoiling in the heat and causing illness in children. Stuart developed a method for processing canned, sterilized evaporated milk. In 1899, Stuart partnered with Meyenberg to supply Klondike gold miners with evaporated milk in 16-ounce cans.
An article on homogenization in the April 16,1904 issue of Scientific American had an impact on the concentrated milk industry, which employed the process long before fresh milk plants. Further improvements followed. In 1934, Meyenberg's company, now headquartered in St. Louis, Missouri, and renamed the Pet Milk Company, became the first to fortify its evaporated milk with Vitamin D. This was accomplished by the process of irradiation, developed in 1923 by Harry Steenbock, a chemist at the University of Wisconsin. In this process, the milk is exposed to ultraviolet light, which causes reactions to produce Vitamin D, enriching the milk.
Raw Materials
The primary ingredient is raw cow's milk. Evaporated and condensed milk processors purchase the milk from nearby dairy farms.
A salt, such as potassium phosphate, is used as a stabilizing agent, which keeps the milk from breaking down during processing. Carrageenan, a food additive made from red algae (Irish moss) is used as a suspending agent. The milk is also fortified with Vitamin D through exposure to ultraviolet light. Powdered lactose crystals are added to concentrated milk to stimulate the production of lactose, a type of sugar that increases the milk's shelf life.
The Manufacturing Process
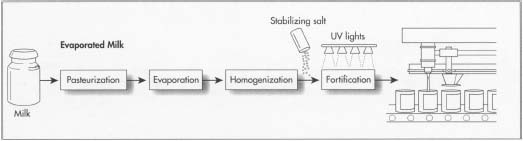
Evaporated milk
- The raw milk is transported from the dairy farm to the plant in refrigerated tank trucks. At the plant, the milk is tested for odor, taste, bacteria, sediment, and the composition of milk protein and milk fat. The composition of protein and fat is measured by passing the milk under highly sensitive infrared lights.
-
The milk is piped through filters and into the pasteurizers. Here, the milk is quickly heated in one of two ways. The High Temperature Short Time method (HTST) subjects the milk to temperatures of 161 °F (71.6°C) for 15 seconds. The Ultra High Temperature (UHT) method heats the milk to 280°F (138°C) for two seconds.
Both methods increase the milk's stability, decrease the chance of coagulation during storage, and decrease the bacteria level.
-
The warm milk is piped to an evaporator. Through the process of vacuum evaporation, (exposing a liquid to a pressure lower than atmospheric pressure) the boiling point of the milk is lowered to 104-113°F (40-45°C). As a result, the milk is concentrated to 30-40% solids. Also, the milk has little or no cooked flavor.
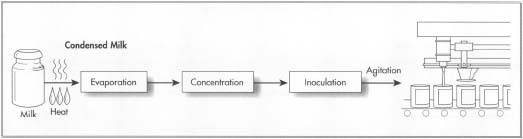 A diagram showing the manufacturing steps involved in making condensed milk.
A diagram showing the manufacturing steps involved in making condensed milk. - The milk is then homogenized by forcing it under high pressure through tiny holes. This breaks down the fat globules into minute particles, improving its color and stability.
- Pre-measured amounts of a stabilizing salt, such as potassium phosphate, are added to the milk to make it smooth and creamy. This stabilization causes the milk to turn a pale tan.
- The milk is passed under a series of ultraviolet lights to fortify it with Vitamin D.
- The milk is piped into pre-sterilized cans that are vacuum-sealed.
Condensed milk
- The milk is flash-heated to about 185°F (85°C) for several seconds. It is then piped to the evaporator where the water removed.
- The milk is then concentrated under vacuum pressure until it measures between 30-40% solid. It now has a syrupy consistency.
- The milk is cooled and then inoculated with approximately 40% powdered lactose crystals. The milk is then agitated to stimulate crystallization. It is this sugar that preserves the condensed milk.
- The milk is piped into sterilized cans that are then vacuum-sealed.
Quality Control
The milk industry is subject to stringent regional and federal regulations regarding the prevention of bacteria and the composition of solids and fats. According to the United States Food and Drug Administration (FDA), sweetened condensed milk must contain at least 28% by weight of total milk solids and at least 8% by weight of milk fat. Evaporated milk must contain at least 6.5% by weight of milk fat, at least 16.5% by weight of milk solids that are not fat, and at least 23% by weight of total milk solids. The evaporated milk must also contain 25 International Units (IUs) of vitamin D.
The milk is taste-tested for freshness before it leaves the dairy farm and again when it arrives at the processing plants. Once the milk arrives at the plant, it is not touched by the workers, making its journey from raw milk to evaporated or condensed strictly through pipes, vats, and other machinery. At least one-third of the labor time in the milk industry is devoted to cleaning and sterilizing utensils and machinery. Milk inspectors make frequent inspections.
Where to Learn More
Books
Trager, James. The Food Chronolgy. New York: Henry Holts, 1995.
Other
"Borden's Milk." http://www.southeastmuseum.org/html/borden_s_milk.html (March 6, 2000).
"What guidance does FDA have for manufacturers of Sweetened Condensed Milk Products?" http://www.cfsan.fda.gov/~dms/qa-ind5n.html (November 19, 1999).
— Mary McNulty