Pottery
Background
Pottery is clay that is modeled, dried, and fired, usually with a glaze or finish, into a vessel or decorative object. Clay is a natural product dug from the earth, which has decomposed from rock within the earth's crust for millions of years. Decomposition occurs when water erodes the rock, breaks it down, and deposits them. It is important to note that a clay body is not the same thing as clay. Clay bodies are clay mixed with additives that give the clay different properties when worked and fired; thus pottery is not made from raw clay but a mixture of clay and other materials.
The potter can form his product in one of many ways. Clay may be modeled by hand or with the assistance of a potter's wheel, may be jiggered using a tool that copies the form of a master model onto a production piece, may be poured into a mold and dried, or cut or stamped into squares or slabs. The methods for forming pottery is as varied as the artisans who create them.
Pottery must be fired to a temperature high enough to mature the clay, meaning that the high temperature hardens the piece to enable it to hold water. An integral part of this firing is the addition of liquid glaze (it may be painted on or dipped in the glaze) to the surface of the unfired pot, which changes chemical composition and fuses to the surface of the fired pot. Then, the pottery is called vitreous, meaning it can hold water.
History
Potters have been forming vessels from clay bodies for millions of years. When nomadic man settled down and discovered fire, the firing of clay pots was not far behind. Pinch pots, made from balls of clay into which fingers or thumbs are inserted to make the opening, may have been the first pottery. Coil pots, formed from long coils of clay that are blended together, were not far behind. These first pots were fired at low temperatures and were thus fragile and porous. Ancient potters partially solved this by burnishing the surfaces with a rock or hard wood before firing. These low-temperature fired pots were blackened by these fires. Decoration was generally the result of incisions or insertions of tools into soft clay. Early potters created objects that could be used for practical purposes, as well as objects that represented their fertility gods.
The civilizations of ancient Egypt and the Middle East utilized clay for building and domestic use as early a 5000 B.C. By 4000 B.C. , the ancient Egyptians were involved in pottery on a much larger scale. They utilized finer clays and fired the pieces at much higher temperatures in early kilns that removed the pots from the direct fire so they were not blackened from the fire. Bricks from clay were used as building material as well. The ancient Chinese produced black pottery by 3500 B.C. with round bases and plaited decoration. Closer to 1000 B.C. the Chinese used the potter's wheel and developed more sophisticated glazes. Their pottery was often included in funeral ceremonies. In the first millennium B.C. , the Greeks began throwing pots on wheels and creating exquisite forms. Pre-Colombians, ancient Iberians, the ancient Romans (who molded pottery with raised decoration), and the ancient Japanese all created beautiful pottery for domestic use as well as for religious purposes.
Until the mid-eighteenth century, European potters generally sold small quantities of completed wares at a market or through merchants. If they wanted to sell more, they took more wares to market. However, British production potters experimented with new body types, perfected glazes, and took orders for products made in factories rather than taking finished goods to the consumer. By the later eighteenth century, many fellow potters followed suit, experimenting with all kinds of new bodies and glazes. Molds were used to make mass quantities of consistent product so that the consumer could be assured of the look of this piece.
Raw Materials
Its primary mineral is kaolinite; clay may be generally described as 40% aluminum oxide, 46% silicon oxide, and 14% water. There are two types of clays, primary and secondary. Primary clay is found in the same place as the rock from which it is derived—it has not been transported by water or glacier and thus has not mixed with other forms of sediment. Primary clay is heavy, dense, and pure. Secondary or sedimentary clay is formed of lighter sediment that is carried farther in water and deposited. This secondary clay, a mixture of sediment, is finer and lighter than primary clay. Varying additives give the clay different characteristics. Clay comes to a production potter in one of two forms—as a powder to which water must be added, or with water already added. Large factories purchase the clays in huge quantities as dry materials, making up the clay batch as needed each day.

This lovely, stout stoneware teapot is the work of Josiah Wedgwood and Co., of Staffordshire, England, perhaps the best known of British pottery companies of the nineteenth century. Teapots and associated cups became very popular about the mid-1700s because of the development importance of the "tea" and its ceremony. Thus, a mainstay of porters in the eighteenth century was the teapot and cup sets.
Josiah Wedgwood was not content to simply supply pottery rather haphazardly. He knew there was a large market for high-quality, attractive pottery and he certainly would do his best to regularize the product and develop some new products people just had to have. He was one of the first potters to sell his wares in advance through orders, thus creating a sample or "stock" product. Since his products had to be uniform, he developed glazes that would give consistent results and divided the work process into many different steps so that one worker would not have a tremendous impact on the finished product. Particularly important to Wedgwood was the work of the modeller and the artist, who made the prototype shapes and designs for Wedgwood. Wedgwood discovered that these artists could provide designs for new pottery that looked antique, and these neo-classicol pieces were the mainstay of his business for many years.
Nancy EV Bryk
Glazes are made up of materials that fuse during the firing process making the pot vitreous or impervious to liquids. (Ceramics engineers define vitreous as a pot that has a water absorption rate of less than 0.5%.) Glazes must have three elements: silica, the vitrifying element (converts the raw pottery into a glasslike form)—is found in ground and calcined flint and quartz; flux, which fuses the glaze to the clay; and refractory material, which hardens and stabilizes the glaze. Color is derived by adding a metallic oxide, including antimony (yellows), copper (green, turquoise, or red), cobalt (black), chrome (greens), iron, nickel, vanadium, etc. Glazes are generally purchased in dry form by production potters. The glazes are weighed and put into a ball mill with water. The glaze is mixed within the ball mill and grinds the glaze to reduce the size of the natural particles within the glaze.
Design
Pottery factories include art directors whose job it is to conceive marketable goods for the pottery company. Generally the art director, working with marketers, develops or creates an idea of a new creation. (Interestingly, many pottery companies are reproducing old forms popular decades ago such as brightly-colored Fiesta Ware so that new design is not necessary or desirable in all cases.) The art director then works with a clay modeler, who produces an original form of the creation to the art director's specifications. If the form is deemed a viable candidate for production, the mold maker makes a plaster master for the jiggering machine (which essentially traces a master shape onto a production piece) or a hollow into which clay is poured in order to form a production piece.
The Manufacturing
Process
Mixing the clay
- 1 Clay arrives by truck or rail in powder form. The powder is moistened with water and mixed in a huge tank with a paddle called a blunger. Multiple spindles mix and re-mix the clay, in order to evenly distribute water. A typical batch mixed at a large production potter is 100,000 lb (45,400 kg) and they often mix up two batches in a single day. At this point, the slurry is about 30% water.
- 2 Next, the slurry is filter pressed. A device presses the slurry between bags or filters (like a cider press) to force out excess water. The resulting clay is thick and rather dry and is called cake now and is about 20% water.
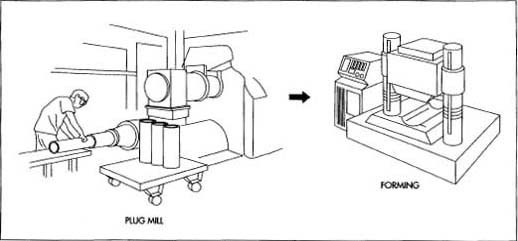
- 3 The cake is then put into a plug mill in which the clay is chopped into fine pieces. This chopping de-airs the clay as pumps suck out air pockets that are exposed by this process. The cake is then formed into cylinders that are now ready to be molded or formed.
Jiggering
-
4 The fastest way to produce a regular, hollow pot is by using a
jiggering machine. Thus, hollowware such as vases is largely made on
jiggering machines. The clay cylinders made in the plug mill are sent to
the jiggering machine. In order to make a vase, a wet clay cylinder is
dropped onto the jiggering machine by a suction arm which positions the
clay inside a plaster mold. A metal arm then comes down into the wet
clay cylinder forcing it against the interior wall of the plaster mold
thus forming the new vessel. The plaster mold, with wet clay
inside, is then lifted off the machine and set in dryer. As the clay heats up and dries slightly the new, wet clay pulls away from the plaster mold and can thus be easily removed. Thus, the factory must have thousands of plaster molds in order to make these vases or other hollowware as a plaster mold is used to make each new vessel. The factory may be able to make as many as 9 pieces of pottery in a single minute.
 Once formed, the greenware is glazed and then fired, creating pottery.
Once formed, the greenware is glazed and then fired, creating pottery. - 5 A machine takes the rough edges off the molded piece. The cleaned pieces are placed on a continuously-moving belt which leads to tunnel dryers, which heat the pieces and reduce the water content to under 1% moisture before glazing and firing.
Slip casting
- 6 Pottery with delicate or intricate silhouette is often formed by slip casting. A pourable slip or slurry is poured into a two-part plaster mold, the excess is poured out, and the slip is permitted to stiffen and dry. The plaster mold sucks up some of the excess water and helps hasten the drying process. The plaster mold is opened when the greenware (undecorated clay piece still a bit wet) is stiff enough, the piece is cleaned of rough edges and seams from the mold, and the slip-cast greenware is ready for drying in the heated dryers.
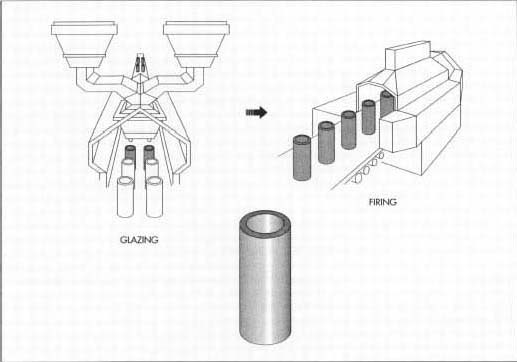
Glazing
- 7 After the pieces have been dried, they are ready for glazing. The pieces may be entirely covered in one color of glaze by being run under a waterfall of glaze that completely coats each piece, or the pieces may be sprayed with glaze. Deep hollowware such as vases have to be flushed with glaze by hand to ensure that they are completely coated on the inside. Glazes are generally applied to a thickness of 0.006-0.007 in (0.015-0.017 cm). Other pieces may be more decoratively glazed. Some pieces are printed with screen-printing, others have a decorative decal applied by hand, others may have lines or concentric rings applied by machines, and still others may be painted by hand.
Firing
-
8 Kilns may be heated by gas, coal, or electricity. One large production
potter uses tunnel kilns fired with natural gas. Large cars or wagons
(about 5 ft or 1.5 m square and nearly 5 ft or 1.5 m tall) are loaded
with unfired pottery and sent to the kilns, firing approximately 20,000
dozen pieces of pottery in a single week. Newer furnaces run at higher
temperatures than older kilns and require a shorter firing
time—running at about 2,300° F (1,260° C) the pots
remain in the kilns about 5 hours—thus allowing the factories to
move pieces more quickly through production.
The kiln changes the glaze into a glass-like coating, which helps make the pot virtually impervious to liquid. Single-color production pottery requires only one firing with the new kilns and glazes. (Many glazes require that the greenware be fired once and made into a bisque or dull white, hard body, then glazed and fired again; however, this is not necessary with some new production glazes.)
- 9 The unglazed foot (or bottom) of the pottery is polished on a machine with a cleaning pad. The piece is then placed in a bin and is sent to packaging, ready to be shipped out for sale.
Quality Control
All raw materials are checked against the company's established standards. Clays must contain the ingredients required by the product and ordered by the company. Glazes must be as pure as possible and are checked for correct shade, viscosity, gravity, etc. Kiln temperature must be carefully monitored with heat cones and thermocoupies, etc. And each human involved in production uses their eyes to monitor against inferior products.
Byproducts/Waste
There are no harmful by-products resulting from the production of pottery. Clay scraps and imperfect pieces produced off the jiggering machine or from slip casting may be re-mixed and re-used. Glazes must be lead-free as required by the Food and Drug Administration (FDA), and glazes are tested inhouse to assure the FDA that they contain neither cadmium nor lead. All glazes may be touched by the human hand are not harmful in raw state.
Where to Learn More
Books
Barber, Edwin Atlee. The Pottery and Porcelain of the United States. New York: G. P. Putnam's Son's, 1893.
Chavarria, Joaquim. The Big Book of Ceramics. New York: Watson-Gupthill, 1994.
Forty, Adrian. Objects of Desire. New York: Pantheon Books, 1986.
Hiller, Bevis. Pottery and Porcelain 1700-1914. New York: Meredith Press, 1968.
—Nancy EV Bryk
Does cold water stored in a ceramic post stay cooler than the ambient temperature?. How long does it take for it to reach ambient temperature
Thanks.
THANKS
Thank you.