Toilet
Background
A system for dealing with excrement is necessary in every human community, and the need becomes more pressing the more densely populated the area. Though simple pit latrines are still common in many rural areas today, more complex lavatory designs date back thousands of years. The Old Testament contains several references to toilets, from laws about how to cover waste out of doors to mention of King Eglon of Moab's indoor privy chamber. Some kind of lavatory flushed with water is believed to have been used by residents of the Indus Valley by around 2000 B.C. Even earlier, in about 2750 B.C. , the ancient Indian city of Mohendro Daro was equipped with toilets connected to a drain. Dating back to approximately 4000 B.C. , the neolithic stone huts of the Scara Brae settlement in the Orkney Islands seem to have had indoor lavatory provisions. Apparently used as toilets, stone chairs have also been unearthed from the site of the Sumerian city of Ashnunnack, dating to around 4000 B.C. The palace of King Minos of Crete, from about 2000 B.C. , had elaborate indoor plumbing, including marble toilets that were flushed with water dumped from a vase in an adjoining room.
The remains of Roman lavatories are still extant in many places. Some private Roman houses had their own toilets, which were in most cases a seat located over a drain or a cesspit. Roman public lavatories were more impressive. They were often built next to or as part of public baths. Rows of stone or marble seats in pairs, divided by armrests, stood over a trench. Excess water from the baths flowed into the trench, and washed the waste into a main sewer. A smaller trench filled with fresh water flowed past the base of the stone toilets. This water was used for rinsing. Roman forts, which housed hundreds of soldiers, also boasted impressive toilet facilities. The builders of Housesteads, a Roman fort in northern England dating to 122 A.D. , diverted a river to flow underneath the latrine and carry waste out of the fort. The latrine itself was a large room with benches built around three walls. The benches had about 20 holes with no dividers for privacy. Roman cities also took care of the needs of travelers by erecting huge vases along the roadways for people to urinate into, thus keeping waste off the public streets.
During the Middle Ages, lavatories drained with running water were common in British abbeys, which housed large groups of monks. Similar to the Roman forts, abbey latrines were usually meant for many people to use at once, and drained over a river or stone drain. Stone castles were often designed with vertical shafts for the emptying of waste. The waste flowed into a trench leading in most cases to the moat. Indoor toilets consisted of wooden closets or cupboards, which concealed a seat over a chamber pot. Servants emptied the pot into the moat.
In Medieval European cities, common practice was to empty indoor chamber pots directly into the streets, a foul practice that bred disease. Something akin to the modern flushing toilet first came into use in England at the end of the sixteenth century. A water-operated "water closet" was invented in 1596 by Sir John Harrington. Queen Elizabeth I had Harrington's device installed in her palace, setting the vogue among the nobility. However, flushing toilets did not catch on with the bulk of the population until much later. The first British patent for a water closet was awarded to Alexander Cumming in 1775. His device used a pan with a sliding door. The pan contained a few inches of water. When finished, the user would pull a lever that opened the pan, letting the contents slide out into a drain, and at the same time opening a valve that let fresh water into the pan. The Bramah water closet, patented by Joseph Bramah in 1778, used a similar but more complex flushing device that kept the water running for about 15 seconds. By about 1815, water closets of this type had become common in London households. A modern sewer system was completed in London in 1853, and a large-scale toilet manufacturing industry dates to around this time.
Raw Materials
Toilet bowls and tanks are made from a special clay called vitreous china. Vitreous china is a mix of several kinds of clay, called ball clay and china clay, silica, and a fluxing agent. Clays are hardened by first drying in air, then being fired (baked) in a very hot oven called a kiln. Usually a shiny, waterproof coating called a glaze is applied only after a first firing, and the clay is fired a second time. Vitreous china is an exception, in that clay and glaze can be fired together. The whole clay body vitrifies, or turns glassy, so the toilet is actually waterproof and stainproof through its entire thickness.
Toilet seats are generally made from one of two materials. Plastic toilet seats are made from a type of thermoplastic called polystyrene. The less expensive and more common type of toilet seat is made from a blend of wood and plastic. The wood is hardwood, usually maple or birch, which has been ground up into the consistency of flour. This wood flour is blended with a powdered plastic resin called melamine. Zinc stearate is a third ingredient in wooden toilet seats. This prevents the wood-resin mix from sticking to the mold in the manufacturing process. The metal tank fixtures are made of stainless steel or copper, and the joints that hold the seat to the bowl are usually a rubber-like plastic.

Some Victorians couldn't abide the thought of indoor toilets because they reviled at the notion of odor and unclean gases associated with them. Today, it is difficult to imagine life without indoor plumbing. How awful to have to scurry to the outhouse in cold weather or to stumble to the privy late at night when duty called.
One did not always have to walk to the privy on these occasions, however. Instead, one could use a ceramic chamber pot. It functioned like an indoor toilet that did not flush—one perched upon it for defecation or used it as a urinal and then the "slop jar" was emptied into the outhouse. Some chamber pots were decorated with lacy covers along the edge of the bowl called silencers and presumably muffled the noise of clanking of the top upon the bowl at night so that others weren't awakened by its use.
The chamber pot in the photo is part of a large set of ceramics used for personal hygiene in the days before indoor plumbing. Many bedrooms had a pitcher for fresh water, a basin to hold the water for cleansing, a soap dish and a chamber pot. These ceramics were always fashionably decorated, so that the bedroom could be attractively appointed even for these disagreeable tasks.
The Manufacturing
Process
Plastic seat
-
1 Plastic seats begin as pellets of polystyrene. A worker feeds the
pellets into a hopper attached to an injection molding machine. From the
hopper, a precisely measured amount of pellets flows into a
container that heats the material until it melts. Then the liquid polystyrene flows through a small hole in the center of a two-part mold. The mold is made of chrome-plated machined die steel. Its two halves are hollowed in the shape of the toilet seat and cover. When the mold is full, it is clamped together by a huge hydraulic press. This exerts 10,000 lb per sq in (4,540 kg per sq cm) of pressure on the mold, and heats the polystyrene to 400° F (204° C).
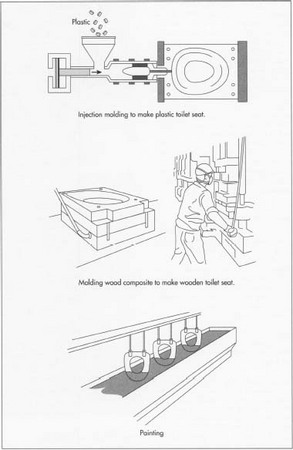 A plastic toilet seat is made by a process called injection molding, where plastic pellets are melted and injected into a mold. A wooden toilet seat is produced from a mixture of wood powder and melamine mixture that is heated to 300° F (149° C). Once both types of seats are molded, they are hung on an overhead conveyor rack that moves them along to the finishing area.
A plastic toilet seat is made by a process called injection molding, where plastic pellets are melted and injected into a mold. A wooden toilet seat is produced from a mixture of wood powder and melamine mixture that is heated to 300° F (149° C). Once both types of seats are molded, they are hung on an overhead conveyor rack that moves them along to the finishing area. - 2 The plastic in the mold begins to solidify. Then cool water is pumped through a channel system around the mold to bring the temperature down. A worker releases the hydraulic clamp and separates the two halves of the mold. The worker removes the seat and cover from the mold, breaking off the extra plastic that formed in the water channel. Then, the worker places the seat and cover into a water bath.
- 3 After the seat and cover have cooled in the bath, a worker takes them to a finishing area for the final steps. Here holes are drilled for the hinges. Then, a worker smooths the rough edges at a sanding machine. The sander is a rotating wheel covered with an abrasive material. The worker passes the seat or cover along the wheel until any plastic fragments from the drilling or from the mold are sanded off. A similar machine with a softer surface may next be used to give a final polish.
Wooden seat
- 4 For wooden toilet seats, the first step is to mix the wood flour and the plastic resin. Workers wearing protective masks slit open bags of wood flour and empty them into a mix box. Then, the worker adds the powdered plastic resin that makes up 15% of the formula. Last, a small amount of zinc stearate is added. The mixture is passed to an attrition mill, which grinds the particles down further. After milling, the powdered mixture may be measured into boxes for loading into the molding press. Or it may be set aside, and later measured and scooped by hand into the press.
- 5 The processed wood and melamine mixture is next emptied into the bottom half of a mold. A worker makes sure the mix fills the mold evenly and smooths the surface. Then the worker lowers the top half of the mold and begins to heat the whole thing to 300° F (149° C). While it heats, the mold is clamped at 150 tons of force. After 6.5 minutes, the wood flour and melamine have fused together and hardened. Then, the worker opens the mold and hangs the seat and cover on an overhead conveyor rack, which moves it along to the finishing area.
- 6 Wooden seats are finished in the same way as plastic seats. First, they are drilled, then sanded. Then, they are hung again on an overhead conveyor and taken to the painting area. The conveyor automatically lowers the seats into a tank of paint. Then the conveyor pulls them up and passes them into an enclosed room called a vapor chamber. A paint solvent is released as a vapor, and this carries off any excess paint without leaving drip marks. Next, the painted seats pass along the conveyor into a drying oven. The paint-vapor-drying process is repeated four times. The first two coats are a primer, and the second two are an enamel paint that produces a smooth, hard, plastic-like surface.
- 7 Both plastic and wooden seats are assembled and packaged the same way. The seats and covers are screwed together and packed with the necessary mounting hardware. Then, they are boxed and moved to a warehouse or distribution center.
Bowl and tank
- 8 The toilet bowl and tank are made at a type of factory known as a pottery. The pottery receives huge amounts of vitreous china in a liquid form called slurry slip. Workers at the pottery first thin the slurry slip to a watery consistency. Then, they feed it through very fine screens in order to sieve out any impurities. The purified slip is thickened again, and pumped into storage tanks in preparation for use in casting.
- 9 Next, the slip is carried through hoses and pumps into the casting shop. Workers fill plaster of Paris molds with the slip. The molds are in the shape of the desired piece, except they are about 12% bigger, to allow for shrinkage. The workers fill the molds completely with the slip, and let it sit for about an hour. Then, the workers drain out any excess slip. This is recycled for later use. The clay sits in the mold for another few hours. The plaster of Paris absorbs water from the clay, and the clay dries to the point where the mold can be safely removed. At this point, the casting is semisolid, and is called greenware. Workers use hand tools and sponges to smooth the edges of the casting and to make holes for drains and fittings.
-
10 The greenware castings are left to dry in the open air for several
days. Then they are put into a dryer for 20 hours. The
dryer is set to 200° F (93° C). After the castings come out of the dryer, they have lost all but about 0.5% of their moisture. At this point workers spray the greenware castings with glaze. Now, the pieces are ready for the kiln.
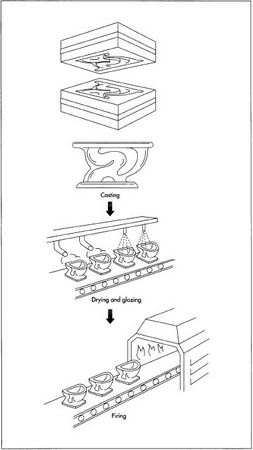 Toilet bases are cast from a slurry of vitreous china and molded into the base shape. Once molded, the greenware, as it is called, goes through a series of drying, glazing, and firing steps until it reaches final inspection.
Toilet bases are cast from a slurry of vitreous china and molded into the base shape. Once molded, the greenware, as it is called, goes through a series of drying, glazing, and firing steps until it reaches final inspection. - 11 The kilns at a large industrial pottery are warehouse-sized tunnels, and the pieces move through the kiln on a conveyance called a car. Each car is loaded with a number of pieces, and then it moves automatically through the hot kiln at a very slow pace. Because rapid changes in temperature will cause the clay to crack, the cars move leisurely through graduated temperature zones: the first zone is about 400° F (204° C), and it increases in the middle of the kiln to over 2,200° F (1,204° C) degrees. The temperature gradually decreases from there, so that the final temperature is only about 200° F (93° C). The whole firing process takes approximately 40 hours.
- 12 When the pieces are removed from the kiln and fully cool, they are ready for inspection. After inspection, the flushing mechanism is installed. This is either manufactured at the plumbing fixture company or bought from a contractor. The seat too may be installed at this time, or the parts may be sold separately and assembled by a plumbing distributor.
Quality Control
As with any industrial process, quality checks are taken at several points in the manufacturing of toilets. The clay is sieved and purified before it is pumped into the factory's tanks. Workers doing the manual finishing of the castings check the pieces for cracks or deformities. After firing, each toilet is tested individually. Random sample checks are not a good enough gauge of quality: each piece must be inspected for cracks. There are several ways to do this. One test is to bounce a hard rubber ball against the piece. It should emit a clear, bell-like ringing sound. A cracked piece will give off a dull sound, indicating a crack that might not have been visually obvious.
Byproducts/Waste
The pottery is able to recycle much of its clay. As long as it has not been fired, all the clay is reusable. Even the air-dried greenware can be scrapped, softened and reprocessed into the watery slip of the first step of the process.
Where to Learn More
Books
Barlow, Ronald S. The Vanishing American Outhouse. El Cajon, California: Windmill Publishing Company, 1989.
Hart-Davis, Adam. Thunder, Flush and Thomas Crapper. North Pomfret, Vermont: Trafalgar Square Publishing, 1997.
Reyburn, Wallace. Flushed with Pride: The Story of Thomas Crapper. Englewood Cliffs, New Jersey: Prentice-Hall, 1971.
— Angela Woodward